|
Miljøprojekt nr. 1054, 2005 Affaldssortering baseret på online detektion af grundstofferIndholdsfortegnelse
7 Sorterings- og karakteriseringsforsøg 8 Strålehygiejniske overvejelser 9 Forslag til fremtidige arbejder
ForordDenne projektrapport markerer afslutningen på projektet "Affaldssortering baseret på online detektion af grundstoffer", som FORCE Technology har gennemført for Miljøstyrelsen under Program for renere produkter m.v., der har finansieret projektet med 1,5 mio. kr. FORCE Technology har finansieret de resterende midler, 1,0 mio. kr. samt væsentlige komponenter i det opbyggede demonstrationsanlæg. Projektet bygger de positive resultater, der blev opnået i Miljøstyrelsens projekt "Sensor til detektion af imprægneret affaldstræ", som FORCE Technology og dk-TEKNIK ENERGI & MILJØ afsluttede i 2002. dk-TEKNIK har i løbet af indeværende projekt fusioneret med FORCE Technology. Det er således de samme personer, der har udgjort de to projekters arbejdsgrupper: - Niels Hald Pedersen - Jesper Cramer - Torben Sevel Projektets styregruppe bestod ud over projektdeltagerne fra FORCE Technology af:
Baseret på resultaterne af det tekniske studium og anvendelsesstudiet har styregruppen prioriteret, hvilke af de undersøgte affaldstyper, demonstrationsanlæggets sorteringssystem skulle designes til. I projektet har vi løbende haft kontakt til styrgruppen og besøgt relevante affaldsbehandlingsanlæg. Samarbejdet mellem parterne i styregruppen har gennem projektforløbet været konstruktivt og givende, og FORCE Technology vil derfor gerne takke ovennævnte personer for deres positive bidrag til projektet. Vi retter også en tak til Jan Hohberg fra H.J. Hansen ElektroMiljø som sparringspartner i forbindelse med vurderingen af mulighederne for sortering af elektronikaffald og batterier. FORCE Technology har på basis af resultaterne i projekterne ansøgt og fået patent i Europa, Nordamerika, m.fl. på anvendelsen af Prompt Gamma Neutron Activation Analysis anvendt til sortering af affald og andre produktstrømme/emner. August 2005 Sammenfatning og konklusionerNy hurtig, berøringsfri sensor finder NiCd-batterier og PVC FORCE Technology har i projekt "Affaldssortering baseret på genkendelse af grundstoffer" demonstreret, at sorteringsanlæg med den patenterede sensor kan sortere giftige NiCd-batterier fra affald af brugte batterier. Den samme type sorteringsanlæg kan også sortere PVC-plastik fra blandet plastaffald eller elektriske kondensatorer med det kræftfremkaldende stof PCB fra andre kondensatorer. Sensoren kan detektere flere grundstoffer samtidigt - uanset, hvilken kemisk form de optræder på. Sensoren har ingen bevægelige dele, er ikke-destruktiv og måler i dybden på affaldet. Projektets undersøgelser viser, at sorteringsanlæg med denne sensor både vil være til gavn for miljøet og have en stor økonomisk værdi for oparbejdere af affald. Baggrund og formål Projektet er en fortsættelse af FORCEs arbejde med udvikling af sensorer til sortering af affald. Projektet, der har fået økonomisk støtte fra Miljøstyrelsen, bygger på de sensorer, FORCE udviklede i projektet, "Sensor til detektion af imprægneret affaldstræ" baseret på princippet Prompt Gamma Neutron Activation Analysis (PGNAA). Formålet med projektet har været 1. At optimere PGNAA-sensorer 2. At afdække muligheder for miljøfremmende anvendelser af PGNAA-sensorer 3. At demonstrere og dokumentere sorteringen af én affaldsstrøm på et mindre forsøgsanlæg Undersøgelsen Projektets hovedaktiviteter har været at:
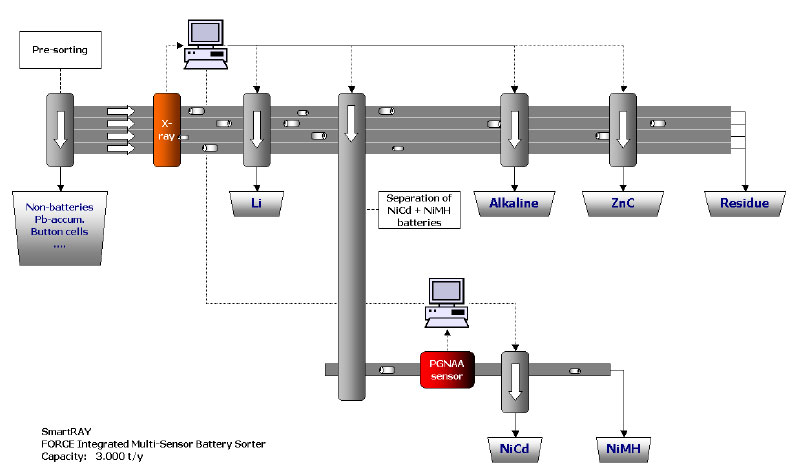
FORCE Technology har opbygget et velfungerende demonstrationsanlæg i virksomhedens forsøgsfaciliteter i Brøndby. Hovedkonklusioner Behov og muligheder for sortering af specielle affaldsfraktioner Projektets behovsundersøgelse og teoretiske designstudie viste, at der vil være store miljømæssige og økonomiske fordele ved at sortere flere specielle affaldsfraktioner ved hjælp af PGNAA-sensorer. PVC Hvis et sorteringsanlæg sorterer PVC fra blandede affaldsplastfraktioner, vil en mindre mængde PVC ende i affaldsforbrændingsanlæg med de mange fordele, det har for miljøet. Et sorteringsanlægget vil desuden gøre de muligt at udnytte "PVC-tynde" affaldsfraktioner og dermed udvide "oplandet" for PVC-behandlingsanlæg. Sorteringsprisen vil være ca. 26 DKK/t udsorteret PVC. Kendte sorteringsmekanismer vil sammen med PGNAA's store følsomhed give stor sandsynlighed for succes. PCB-holdige kondensatorer Et eller ganske få centrale sorteringsanlæg vil kunne behandle alle PCB-kondensatorer i Europa – både miljømæssigt og økonomisk forsvarligt ved hjælp af PGNAA-sensorer. Batteriaffald Vi anslår, at der i de 15 gamle EU lande i nær fremtid vil være et behov for 40-50 batterisorteringsanlæg med en kapacitet mellem 3.000-7.000 tons/år/anlæg. Anlæggenes størrelse og placering afhænger dels af det kommende EU-direktiv, og dels af hvordan aktørerne vil organisere sig. PGNAA-sensorer vil med stor økonomisk fordel kunne frasortere NiCd-batterier. Andre sensorer (fx X-ray) vil kunne udsortere de øvrige batterityper (ZnC, alkaline, NiMH, etc.). Undersøgelsen har også vist, at sortering andre affaldstyper også vil have store miljøfordele. Studiet har haft fokus på: - Erhvervsaffald - Printkort - Brændselspiller – kvalitetskontrol - Slagge fra affaldsforbrændingsanlæg - Affaldstræ - Kontrol/oplæring på kommunale genbrugsstationer Men det vil kræve mere tilbundsgående undersøgelser at afklare de økonomiske fordele ved at sortere disse fraktioner med PGNAA-sensorers. Konklusion på forsøgene på sorteringsanlægget - PVC. Sortering af en blandet plastfraktion i PVC/ikke-PVC er mulig og enkel. Karakteriseringen er tilstrækkelig robust og karakteriseringshastigheden er tilstrækkelig høj til industriel brug. - PCB-kondensatorer. Det er muligt at sortere kondensatorer i PCB- og ikke-PCB-holdige. Karakteriseringshastigheden er rigelig høj til industriel sortering. - NiCd-batterier. Sortering i NiCd/ikke-NiCd er mulig med PGNAA. Karakteriseringen er tilstrækkelig robust til sortering. Karakteriseringshastigheden er tilstrækkelig til industrielt sortering. Projektresultater Behovsundersøgelse Baseret på projektets detaljerede undersøgelser og beregninger af det miljømæssige og økonomiske potentiale prioriterede følgegruppen projektets fokus på disse affaldsfraktioner således: 1. PVC 2. Erhvervsaffald 3. Printkort: Ædelmetaller, PCB-kondensatorer, mm. 4. Kontrol/oplæring på kommunale genbrugsstationer 5. Brændselspiller 6. Slagge fra affaldsforbrændingsanlæg 7. Affaldstræ idet behandlingen af printkort med ædelmetaller og PCB-kondensatorer typisk sker i de samme virksomheder og derfor betragtes under et. FORCE har uden for dette projekt desuden undersøgt muligheden for at sorterer batterier på basis af detektion af grundstoffer med PGNAA. Teknisk designstudium I det teoretiske designstudium er der indsamlet og systematiseret viden om mulige måder at bygge PGNAA-sensorer på, ligesom der er gjort en række overvejelser om sammenhængen mellem designvariable og sensorens ydeevne. Herudover er der udviklet metoder og programmel til simulering af neutrontransport i relevante materialer samt interaktioner mellem neutroner og disse materialer. I denne sammenhæng er opstillet en skalerbar simuleringsmodel for en klasse af PGNAA-sensorer, der bl.a. rummer sensoren i det opbyggede demonstrationsanlæg. Endelig er der opstillet et teoriapparat til analyse af måledata, udarbejdelse af sensorkalibreringer og planlægning og vurdering af den mulige sorteringskvalitet for et givet sorteringsproblem. Prøveopstilling
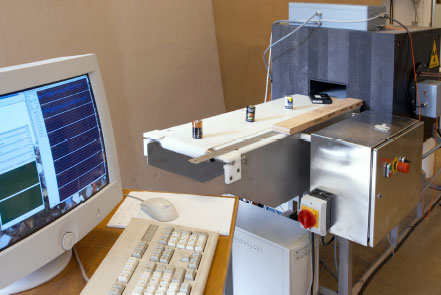
Figur 1. Sensorens målekanal. Det forreste batteri er i centrum af målevoluminet. Demonstrationsanlægget er bygget efter konfigurationen "fællesmoderator, to kilder, to detektorer", som beskrevet i det tekniske forstudium. Anlægget blev konstrueret, så det også kunne karakterisere og/eller sortere andre typer affald. Målekanalen er dimensioneret "så lille som muligt" (da det giver den højeste følsomhed), men så rimelige materialeprøver kan passere. Dette er gjort primært med henblik på PVC, hvor størrelsen på de enkelte affaldsstykker ikke var kendt, da vi designede anlægget. Prøvekanalen er således gjort så stor, at PVC-stykker med en størrelse, der medfører en fornuftig kapacitet i en industriel sammenhæng, kan passere. Forsøg Der er gennemført to typer forsøg: - Stationære forsøg, hvor et antal prøveemner er målt i et tidsrum, mens de befandt sig i målevoluminet. - Gennemløbsforsøg, hvor prøveemner sendes igennem målevoluminet ved hjælp af transportbåndet, mens sensorens signal registreres. Dele af de stationære forsøgsresultater er blevet brugt til at udarbejde kalibreringer med. Summary and conclusionsThis project is the continuation of work by the Danish EPA and FORCE Technology on the development of sensors dedicated to waste sorting. This project is based on the sensors developed by the project partners in the project, "Sensor for detection of salt impregnated waste wood" - based on the principle of, Prompt Gamma Neutron Activation Analysis, PGNAA. The purpose of this project was: 1. to optimize PGNAA-sensors, 2. to examine the possibilities for using PGNAA-sensors in to the benefit of the environment, 3. to demonstrate and document the sorting of a single waste stream in a pilot scale test. The main activities were to:
Need analysis (paragraph 3) Based on detailed investigations and calculation of the impact on the environment, as well as of the economical potential, the steering committee of the project prioritized the focus of the project on the following waste fractions: 1. PVC 2. Industrial waste 3. Circuit boards: precious metals, PCB-capacitors, etc. 4. Quality control/training at municipal recycling stations 5. Fuel pellets 6. Slag from waste incineration plants 7. Waste wood Because the same companies normally treat circuit boards with precious metals and PCB-capacitors, these waste fractions are discussed together. Outside this project, FORCE Technology has examined the economical potential of sorting used batteries based on the detection of elements by PGNAA. The assessment is not described in detail in this report, but it clearly confirms that PGNAA can detect NiCd-batteries in a mixed battery fraction with high certainty and speed. The speed of sorting matches commercial conditions without any problems. We estimate that the 15 old EU Member States will have a demand for 40-50 battery sorting plants with a capacity of 3,000-7,000 tonnes/year/plant in the near future. Where the plants will be located and how big they will be depend on the coming EU Directive and, of course, on how the market players will organise. Advantages of sorting out PVC The impact on the environment from sorting out PVC from a mixed waste plastic fraction is very positive, since less PVC will end up in waste incineration plants decreasing the need of deposit capacity for flue gas cleaning residues and the tendency of dioxin formation. The sorting plant will make it possible to exploit plastic waste containing low concentrations of PVC and thereby increasing the trade potential of PVC-treatment plants. The economy of a commercial sorting plant is very good – we estimate the treatment costs to be in the area of 26 DKK/tonnes (3.5 EUR/tonnes) sorted PVC for a plant treating 48,000 tonnes PVC-waste/year. Commercial sorting actuators available on the market can do the sorting job, which combined with the high sensitivity of PGNAA gives a high probability of success. Technical design study In the theoretical design study knowledge about possible ways of constructing PGNAA-sensors was collected and systematized, just as several aspects about the connection between design variables and the performance of the sensors were considered. Moreover, we developed methods and software for neutron transport simulation in relevant materials and interactions between neutrons and these materials. In this context, we developed a scalable simulation model for a class of PGNAA-sensors, including the sensor used in the pilot plant. Finally, we set up the theoretical tool needed for analyzing the data from measurements, calibrating the sensor and planning and evaluating the quality of the fractionation for a certain sorting problem. Pilot plant The pilot plant was constructed according to the configuration: "common moderator, two neutron sources, and two detectors," as described in the theoretical design study. The plant was constructed with possibility of characterizing and/or sorting other types of waste than PVC-containing plastic waste. The detection field was designed "as narrow as possible" (giving the highest sensitivity), still allowing reasonable test samples to pass through. This was done primarily in preparation for unknown sample sizes of PVC. The size of the detection field was designed so the plant has capacity for industrial use. Tests Two types of tests were performed:
Some of the results from the stationary tests were used for calibration. The conclusions from the tests are: PVC: Sorting of a mixed fraction of plastic waste in PVC / non-PVC is possible and easy. The data analyses show that the characterization is sufficiently robust for the sorting job. The speed of characterization is sufficient for industrial use, sorting thousands of tonnes/year. PCB-capacitors We can conclude that it is possible to sort out capacitors in PCB-containing and non-PCB-containing fractions. The speed of characterization is sufficient for industrial use, sorting thousands of tonnes/year. NiCd-batteries Sorting in NiCd / non-NiCd-containing fractions is possible and easy. The data analyses show that the characterization is sufficiently robust for the sorting job. The speed of characterization is sufficient for industrial use, sorting thousands of tonnes/year. Future tasks The possibilities of PGNAAs in PVC treatment processes Several tests on the demonstration plant, sorting out both soft and hard PVC from a mixed plastic waste fraction, have proved that it is technically possible to sort out PVC pieces down to some 20g, with the certainty and speed required of an industrial plant. In traditional PVC-containing waste treatment processes – i.e. RGS90's two technologies – the PVC waste is shredded to a particle size of 2-3 mm (corresponding to a mass below 1g) before chemical/thermal treatment. We have proved, both theoretically and practically, that the time necessary to detect such small PVC particles would be unrealistically long (~ seconds), and that it would be economically realistic to implement a PGNAA sorting machine at a pre-sorting plant. If shredding of the waste plastic fraction could be divided into two stages, the first one shredding the waste down to a particle size of 20g, a PGNAA-based sorting system would have a great and positive impact on the environment and be very economical. FORCE Technology will inform the suppliers of PVC-treatment plants about this advantage. Cadmium in PVC Our tests have shown that PGNAA can detect Cadmium (Cd) in small quantities, e.g. as stabilizer in PVC, with great certainty and speed. The PGNAA-sensor can detect chlorine in PVC and Cd simultaneously, giving an extra opportunity of positive impacts on the environment and economical advantages. Multi-sensor sorting of batteries The PGNAA-sensor is efficient when detecting Cd, but the speed is more moderate when the task is to detect Manganese (Mn) and Nickel (Ni), which are very common elements in batteries. FORCE Technology has therefore invented a new concept based on the combination of an X-ray vision system and PGNAA. FORCE Technology will be looking for funding for a pilot plant. Determination of traces of Mercury in batteries According to theory, PGNAA-sensors should be able to detect Mercury in relatively small quantities, but this requires a sensor equipped with special and cooled detectors. Such a sensor has not been installed at the existing pilot plant. FORCE Technology will be looking for the funding for this purpose, when the demand is recognized. Characterization/sorting of fuel pellets The consumption of wood pellets for energy production has increased dramatically during the last few years and is expected to increase in the coming years. There is noticeable demand for fast analyses for both laboratory check and online control of fuel pellets quality. PGNAA could probably detect unwanted heavy metals and Nitrogen, which are important elements in the glue in chipboard and laminated wood, etc. Systematic optimization of PGNAA-sensors Through the theoretical design study FORCE Technology laid the basis of the implementation of a systematic design optimization tool. If the demand for PGNAA-based sorting machines increases as expected, e.g. for sorting batteries and capacitors, it would be a natural task to optimize the design phase with an automatic design tool. 1 BaggrundResultaterne og erfaringerne fra det foregående projekt ("Sensor til detektering af imprægneret affaldstræ") viste, at en sensor baseret på Prompt Gamma Neutron Aktiverings Analyse (PGNAA) kan udvikles til online detektion eller analyse af en hel række problematiske affaldsstrømme. FORCE vurderer, at der er et betydeligt eksportpotentiale for sorteringssystemer baseret på resultaterne fra projektet. Projektets primære mål er blevet mere end opfyldt, idet en sensor baseret på PGNAA ikke blot vil kunne detektere, men sandsynligvis også karakterisere imprægneret affaldstræ efter indholdet af kobber (Cu), krom (Cr), arsen (As) og bor (B). Vi var derfor overbevist om, at det ville være muligt at udvikle en online, berøringsfri sensor, der kan indgå i et sorteringsanlæg på større behandlingsanlæg. Der vil også kunne udvikles en relativ billig sensor, der kan afsløre forureninger af f.eks. imprægneret træ i "rene" træbrændsler som træpiller etc. Det foregående projekts fokus var oprindeligt rettet mod detektion af tungmetaller i affald; men forsøg med andre problematiske affaldsfraktioner viste, at sensoren med stor lethed og høj hastighed også kan detektere PVC. Målingerne bekræftede, at det ville være muligt at udvikle en relativ billig online, berøringsfri sensor til selv mindre behandlingsanlæg. Erfaringerne pegede desuden på, at PGNAA relativt let vil kunne benyttes til detektion af cadmium (Cd). Der var dog behov for yderligere forsøg for at eftervise metodens nøjagtighed og følsomhed. Selve måle-princippet indebærer, at sensor-designet vil være væsentligt forskelligt fra opgave til opgave. Designet af en sensor til PVC vil på grund af den lave detentionsgrænse have betydeligt flere frihedsgrader end f.eks. en sensor til affaldstræ eller affaldsslagge. Projektets meget positive resultater pegede frem mod tre parallelle udviklingsspor:
I forbindelse med udarbejdelsen forslaget til indeværende projekt har Miljøstyrelsen ønsket at nedprioritere sortering af imprægneret affaldstræ, idet det på dette tidspunkt endnu ikke var afklaret, hvilke behandlingsprocesser, der kunne godkendes til imprægneret affaldstræ. Man ved derfor heller ikke om disse processer har behov for en forsortering af affaldstræet. FORCE har derfor koncentreret projektet omkring følgende aktiviteter:
2 FormålProjektet har tre delmål:
Desuden skal projektet inden for dets økonomiske rammer undersøge, hvilke grundstoffer forsøgsanlæggets PGNAA-sensor kan detektere i relevante affalds-prøveemner eller –strømme. 3 Anvendelsesstudium
3.1 IndledningAnvendelsesstudiet danner sammen med det teoretiske designstudium beslutningsgrundlaget for valget af den affaldsfraktion, som forventes at give de største miljømæssige og økonomiske fordele, hvis sensor- og sorteringssystemet installeres i affaldsbehandlingen. I projektet skal detektionen og sorteringen af den mest lovende anvendelse eftervises i et demonstrationsanlæg, der opbygges hos FORCE. Anvendelsesstudiet skal desuden afklare markedspotentialet for PGNAA-baserede sorteringsanlæg i affaldssektoren. En prioritering af anvendelsesmulighederne er sket ud fra disse kriterier: – Miljømæssige fordele ved anlægget – Økonomisk vurdering af anskaffelse og drift – Forventet effektivitet af klassificerings-sorteringsmekanismen – Mulighederne for anvendelse på andre fraktioner I dette studium har vi vurderet hver af de potentielle anvendelser af et PGNAA-baseret sorteringssystem efter følgende disposition:
– Praktiske og økonomiske forhold Kapitel 4 indeholder konklusionen på de teoretiske undersøgelser i designstudiet. 3.2 Positionering på markedetI udviklingen af sorteringssystemer baseret PGNAA-sensorer er det vigtigt at være opmærksom på sensor-princippets fordele og begrænsninger. FORCE ønsker at udvikle sensorer, der får succes - både gennem en bedre affaldsbehandling og gennem økonomiske fordele for affaldsbehandlerne og konsortiet. For at det skal lykkes, vil vi udvikle sorterings/sensorsystemer til affalds- og produktstrømme, hvor måleprincippets fordele udnyttes meget tydeligt, og hvor ulemperne har ringe eller ingen betydning. PGNAA har mange fordele: – Analyserer for grundstoffer, som andre måleprincipper ikke kan "se" – Kan måle mange forskellige grundstoffer på én gang – Målingen er – Berøringsfri – Dybdegående og derfor uafhængig af emnets fysiske form - alt i målevolumenet analyseres samtidigt – Ikke-destruktiv – PGNAA er meget følsom overfor grundstofferne: – Klor (Cl), cadmium (Cd), litium (Li), bor (B), kviksølv (Hg), guld (Au), kobolt (Co) Til ulemperne hører: – Sensorsystemet er relativt dyrt – Målingen er ikke fokuserende - alt i målevolumenet analyseres samtidigt – PGNAA kan kun meget vanskeligt eller umuligt detektere grundstofferne: – Bly (Pb), ilt (O), fluor (F), kulstof (C), m.fl. 3.3 Undersøgelse af de potentielle anvendelser3.3.1 Screening af potentielle anvendelserAnbefalingerne fra projektets bredt sammensatte følgegruppe pegede på følgende potentielle anvendelser af PGNAA-baserede sensor- og sorteringssystemer (i alfabetisk rækkefølge): - PVC - udsortering fra affaldsplast - PCB-Kondensatorer - Batteriaffald - Erhvervsaffald - Printkort - Brændselspiller – kvalitetskontrol - Slagge fra affaldsforbrændingsanlæg - Affaldstræ - Kontrol/oplæring på kommunale genbrugsstationer 3.3.2 PVC - udsortering fra affaldsplast3.3.2.1 BaggrundDen årlige produktion af PVC-affald i EU vil iflg. RGS90 stige fra 2,5 mio. t i 1998 til 4,5 mio. t i 2020. I de vesteuropæiske lande indgår mere end 70 % af PVC-forbruget i bygge- og konstruktionssektoren. Gulve, vinduesrammer, kabler, afløbslednings- og drænrør og tagplader er typiske eksempler på PVC-baserede byggematerialer. PVC-byggematerialer har lang levetid. Om 10-30 år skal materialerne udskiftes, og der vil blive et stort behov for en miljømæssig bæredygtig behandlingsproces til PVC-affald. I Danmark er den årlige produktion af PVC-affald på ca. 15.000 t/år. I 1992 underskrev dansk industri en PVC-aftale med Miljøstyrelsen. Industrien lovede at udfase klorerede paraffiner og tungmetal-stabilisatorer. Dansk industri lovede også at øge genanvendelsen af PVC til 77 % i 2000. I dag genanvendes mindre en 15 % af det indsamlede PVC-affald. Målet for genanvendelse er ikke nået. Miljøstyrelsens prioriteter for PVC er at forbyde forbrænding af PVC-affald, forhindre deponering og at øge genanvendelsen. PVC-produkter har et højt indhold af klor, tungmetal-stabilisatorer (bly, cadmium, barium og zink) og blødgører. Disse stoffer giver miljømæssige problemer, når PVC bortskaffes. Det øgede forbrug af PVC gennem de sidste 50 år har givet tonsvis af PVC-bygningsaffald, som er blevet deponeret på lossepladser eller destrueret ved forbrænding. Forbrænding af PVC fører til dannelsen af hydrogenklorid, der kan medvirke til dannelse af giftige dioxiner. For at neutralisere hydrogenklorid er det nødvendigt at tilføre store mængder reaktanter (kalk el. lign.). Dette kan føre til en stigning i mængden af røggasrensningsprodukt. Efter forbrændingen vil røggasrensningsprodukterne have et højt indhold af klor og tungmetaller. I Danmark producerer affaldsforbrændingsanlæggene ca. 100.000 t røggasrensningsprodukter om året. Deponering af røggasrensningsprodukter og slagge kan føre til udsivning af tungmetaller og klor til omgivelserne. Deponering af PVC-affald fører på lang sigt til nedbrydning af PVC, tungmetal-stabilisatorer og blødgørere. Nedbrydningsprodukterne kan sive fra PVC'en og forurene vand og jord i omgivelserne. Efterspørgslen efter løsninger, der fremmer genanvendelsen af PVC, vil stige dramatisk i Europa. Fra 2004 vil ny lovgivning favorisere genanvendelsen i Tyskland, Holland og Belgien. I Danmark skal en stor del af PVC-affaldet deponeres indtil en bæredygtig teknologi er fundet. Flere internationale virksomheder udvikler i øjeblikket processer, der skal kunne behandle PVC-affald og omdanne det til salgbare produkter. Danske virksomheder har udviklet to bæredygtige og velafprøvede processer til behandling af PVC-affald: – Tør pyrolyse (Watech) – Våd-pyrolyse (RGS90) Efter RGS90 har overtaget Watech fra NKT, er begge processer nu samlet i samme organisation. RGS90 vil markedsføre PVC-behandlingsprocesser internationalt. RGS90's økonomiske beregninger viser, at et PVC-behandlingsanlæg skal have en kapacitet på 15.000 t PVC/år for at være økonomisk rentable. Anlæg med en kapacitet på op mod 50.000 t/år vil give en langt bedre økonomi. Et anlæg med så stor en kapacitet vil kræve et meget stort "opland" (fx Skandinavien og Nordeuropa) for at skaffe PVC-affald nok. Det vil derfor være nødvendigt også at have adgang til den del af PVC-affaldsmarkedet, som indeholder mindre PVC. For at anlæggene skal kunne udnytte de "PVC-tynde" affaldsfraktioner, og for at produkterne kan overholde de ønskede specifikationer vil, det være nødvendigt at sortere affaldsstrømmen i to fraktioner: Én med og én uden PVC. De to fraktioner vil herefter kunne blive behandlet i hvert sit specielle anlæg. 3.3.2.2 Praktiske forholdResultaterne fra forprojektet og designstudiet i dette projekt viser, at en PGNAA-sensor er overordentlig følsom over for klor, som udgør ca. 57 % af PVC. Det vil sandsynligvis også være muligt at karakterisere plastens indhold af andre stoffer som cadmium, brom (flammehæmmere), m.fl. Hvis et kommercielt anlæg har en kapacitet på fx 24.000 t/år og 8.000 driftstimer om året, betyder det, at et sorteringsanlæg skal kunne levere 3 t ren PVC-fraktion i timen. Hvis man antager, at udgangsmaterialet kun indeholder 50 % PVC, skal sorteringsanlægget kunne behandle 6 t/time. Designstudiet i kapitel 4 nedenfor viser, at sensor-systemet med stor sandsynlighed vil kunne detektere PVC-stykker på 5-10 cm med den ønskede hastighed. Kommercielt tilgængelige transportsystemer og sorteringsanlæg kan leveres med den ønskede kapacitet, hvilket er demonstreret af fx SSE og S+S [Ref 3]. PGNAA-sorteringsanlægget vil komme til at fungere som et forbehandlingsanlæg som skitseret nedenfor:
Figur 2. Procesdiagram for PVC-behandlingsproces med PGNAA-sensor og sortering. 3.3.2.3 Miljømæssige fordeleBåde i Danmark og i hele EU er der meget stor fokus på at få etableret indsamlingsordninger og behandlingsteknologier til PVC-affald. I Danmark bliver en del PVC-affald anvist til deponi, indtil et egnet behandlingssystem er etableret. EU har iværksat et større udredningsarbejde for at sammenligne de forskellige behandlingsmetoder økonomisk og miljømæssigt. De to danske processer er velkvalificerede bud på miljømæssigt forsvarlige teknologier. Forbrænding af PVC-affald i affaldsforbrændingsanlæg giver store problemer: – I forbrændingen bliver klor i PVC til HCl i røggassen, som derved bliver meget korrosiv. – Neutraliseringen af HCl i røggasrensningssystemet producerer ca. 1,2 kg restprodukt pr. kg PVC. Røggasrensningsproduktet skal bortskaffes på specialdeponi. – Klor i PVC indgår i dannelsen af dioxiner, der skal fjernes fra røggassen i et dyrt dioxin-filter. – PVC indeholder ofte høje koncentrationer af stabilisatorer som bly, cadmium, barium og zink, som vil ende både i slagge og røggasrensningsprodukter. Forsorteringsanlægget vil mindske mængden af PVC, som ellers ville gå til forbrænding og samtidig gøre behandlingen af PVC-affaldet mere økonomisk til gavn for miljøet. 3.3.2.4 Markedsanalyse – potentialeMængden af PVC-affald i EU vil som tidligere nævnt ifølge RGS90 vokse fra 2,5 mio. t/år i 1998, til 4,5 mio. t/år i 2020. Med en forventet indsamlingseffektivitet på 75 % og en gennemsnitlig anlægskapacitet på 25.000 t/år vil der inden 2020 skulle etableres ca. 135 PVC-affaldsbehandlingsanlæg i EU. Mængden af PVC-affald i de nye ansøgerlande er ikke medregnet i dette skøn. 3.3.2.5 Økonomi - behandlingsomkostninger3.3.2.5.1 Nødvendige investeringer til etablering af anlæggetVi vurderer, at et sorteringssystem baseret på både PGNAA med en kapacitet på 48.000 t PVC-affald/år vil koste i størrelsesordenen 2 mio. DKK. 3.3.2.5.2 UdgiftsstrukturNedenstående forudsætninger og data er anvendt i forbindelse med et skøn over behandlingsprisen. Kapacitet
Investering og forrentning
Driftsudgifter
Vedligehold og reparation
Skønnet for vedligehold og reparation er baseret på erfaringer fra mekaniske sorteringsanlæg til shredderaffald. De ukendte indtægter ved salg af metaller etc. er ikke medtaget, ligesom besparelser i bemanding ikke er inkluderet. Udgifter til forsikringer er ikke inkluderet. Skønnede behandlingsomkostninger Den endelige behandlingspris vil være afhængig af anlægsplacering, faciliteter til stede, valgte bygningsstandarder osv. og den endelige pris, som vil kunne opnås for anlægget efter forhandlinger. Behandlingsprisen ved frasortering af PVC skønnes at blive 13 DKK/t tilført affald eller 26 DKK/t udsorteret PVC ved en forventet koncentration af PVC på 50 % i affaldet. 3.3.2.6 DemonstrationsanlægProjektets designstudium viser, at PGNAA meget let kan detektere PVC med en hastighed, der svarer til kapaciteten af et rentabelt PVC-behandlingsanlæg. Neddelt plastaffald med PVC i den rigtige størrelse er let tilgængeligt, og et enkelt transportbånd vil sandsynligvis kunne løse transportproblemet. Det neddelte plastaffald er relativt homogent, og sorteringsmekanismen til de relativt store stykker affald vil kunne fremskaffes kommercielt. 3.3.2.7 KonklusionDer vil være store miljøfordele ved at udsortere PVC fra blandede affaldsplastfraktioner, idet en mindre mængde PVC vil ende i affaldsforbrændingsanlæg med de mange fordele, det har for miljøet. Sorteringsanlægget vil gøre de muligt at udnytte "PVC-tynde" affaldsfraktioner og dermed udvide "oplandet" for PVC-behandlingsanlæg. Økonomien for et kommercielt sorteringsanlæg er god - vi skønner, at behandlingsprisen vil ligge i størrelsesordenen 26 DKK/t udsorteret PVC. Selve sorteringsopgaven vil kunne udføres med kendte sorteringsmekanismer, hvilket sammen med PGNAA's store følsomhed giver en stor sandsynlighed for succes. Demonstrationen af PVC-sorteringen vil have afsmittende virkning på andre anvendelser som sortering af erhvervsaffald og udviklingen af en scanner til kontrol/oplæring på kommunale genbrugsstationer. 3.3.3 PCB-Kondensatorer3.3.3.1 BaggrundKondensatorer indeholder ofte PCB, der består af ca. 32 % (w/w) klor (Cl). PCB er kræftfremkaldende og danner ydermere de langt mere giftige klorerede dibenzofuraner ved forbrænding. Miljøstyrelsen indførte derfor i 1986 et totalforbud mod salg af PCB og PCB-holdige apparater og produkter. En bekendtgørelse kræver samtidigt, at transformatorer og større kondensatorer i PCB-holdige apparater skal udsorteres (renses) Sortering sker i dag manuelt, hvilket er et problem, da det er svært at vide, hvilke kondensatorer, der indeholder PCB. Klor og dermed PCB kan meget let og hurtigt detekteres med PGNAA - også i en kontinuert måling. PGNAA-sensorer vil sandsynligvis med stor sikkerhed kunne frasortere PCB-holdige kondensatorer i automatiske systemer til behandling af elektronikaffald. 3.3.3.2 Praktiske forholdDa kondensatorer har meget forskellige former og størrelser vil det sandsynligvis være nødvendigt at supplere PGNAA-sensoren med en anden sensor fx en vejecelle el. lign. PGNAA's store evne til at detektere klor gør, at analysetiden kan blive så lav, at hver kondensator kan analyseres for sig, og hastigheder på 10 stk./s er ikke urealistiske. 3.3.3.3 Miljømæssig fordeleKun ca. 1 % af kondensatorerne i elektronikaffald indeholder PCB, og de skal alle ifølge EU-direktivet udsorteres. For at være på den sikre side bliver langt flere kondensatorer frasorteret af affaldsbehandlerne. Et sorteringsanlæg baseret på PGNAA vil med stor sikkerhed kunne sortere alle PCB-holdige kondensatorer fra, så det kan blive behandlet i dedikerede anlæg. Det vil betyde et større potentiale for oparbejdning af den aluminium, der findes i alle kondensatorer. Samtidig vil affaldsforbrændingsanlæg udvikle mindre af de giftige klorerede dibenzofuraner, som dannes ved forbrænding, mens behovet for røggasrensning vil falde. 3.3.3.4 Markedsanalyse – potentialePotentialet for sorteringsanlæg til PCB-holdige kondensatorer er meget svært at opgøre. I Danmark findes ca. 10 anlæg, der behandler elektronikaffald, og en stor andel af det danske elektronikaffald eksporteres. På grund af EU's direktiv om behandling af elektronikaffald, hvor producenter og importører har ansvaret for indsamling og behandling, vil behovet for behandlingskapacitet helt sikkert stige. Mængden af kondensatorer, der behandles herhjemme er ca. 100 t/år [Ref 12]. Denne mængde er så lille, at det sandsynligvis ikke vil kunne betale sig at investere i et anlæg, der udelukkende behandler danske kondensatorer, men et eller ganske få centrale anlæg vil sandsynligvis kunne behandle alle PCB-kondensatorer i Europa – både miljømæssigt og økonomisk forsvarligt. 3.3.3.5 Økonomi – behandlingsomkostningerØkonomien for et system, der både kan sortere kondensatorer og printplader, behandler vi i afsnit 3.3.6. 3.3.3.6 DemonstrationsanlægDemonstrationsanlægget bør ikke bygges til udsortering af PCB-kondensatorer, da potentialet for salg af systemet er alt for lille og usikkert. De miljømæssige fordele ved udsortering af PCB-kondensatorer er så store, at demonstrationsanlægget skal designes, så vi kan afprøve denne affaldsfraktion. 3.3.4 BatteriaffaldParallelt med indeværende projekt havde FORCE udtænkt en beslægtet teknologi til sortering af brugte batterier. Efter gennemførelsen af det teoretiske designstudium viste det sig imidlertid, at PGNAA også ville være yderst velegnet til karakterisering af NiCd-batterier. På dette tidspunkt i projektforløbet havde vi udført og afsluttet det dybdegående anvendelsesstudium. 3.3.4.1 Markedsanalyse – potentialeUden for dette projekts rammer har FORCE gennemført en dybdegående markedsanalyse af mulighederne for at anvende PGNAA til sortering af brugte batterier. Analysen er derfor ikke beskrevet i detaljer i denne rapport, men vores undersøgelsen viser tydeligt, at PGNAA med meget høj sikkerhed og hastighed vil kunne detektere NiCd-batterier blandt en blandet batterifraktion. Sorteringshastigheden vil uden problemer kunne opfylde kommercielle krav. Vi anslår, at der i de 15 gamle EU lande i nær fremtid vil være et behov for 40-50 batterisorteringsanlæg med en kapacitet mellem 3.000-7.000 tons/år/anlæg. Hvor og hvor store anlæggene bliver, afhænger dels af det kommende EU-direktiv på området, og selvfølgelig af hvordan markedets aktører vil organisere sig. 3.3.5 Erhvervsaffald3.3.5.1 BaggrundAffaldsforbrændingsanlæggenes problemer med udvaskningen af tungmetaller fra slaggen skyldes dels det relativt høje indhold af tungmetaller og dels, at metallerne ikke bindes kraftigt nok i slaggen under selve forbrændingsprocessen. De mest problematiske tungmetaller er i øjeblikket kobber (Cu) og bly (Pb). Hvis mængden af tungmetaller kunne begrænses i det tilførte affald, vil værdien af slaggen kunne øges, så slaggen kunne afsættes til bedre anvendelser. Ønskesituationen er, at slaggen vil kunne karakteriseres til kategori 2 i den danske slaggebekendtgørelse og dermed kunne anvendes til vejbygningsmaterialer. Desuden indeholder erhvervsaffald sandsynligvis væsentlige mængder PVC og plast med flammehæmmere, der har mange negative følgevirkninger: større forbrug af kalk i røggasrensningen, større slaggemængde og højere indhold af specielt bly i slagge og røggasrensningsprodukter. Det er den almindelige opfattelse, at erhvervsaffald er en af hovedkilderne til tungmetaller i affaldsforbrændingsanlæggene. Værkerne har derfor vist stor interesse for at udvikle et sensor-system, der skulle kunne identificere både de problematiske affaldstyper og leverandørerne, for ad den vej at kunne begrænse tilførslen af tungmetaller og andre uønskede stoffer. 3.3.5.2 Praktiske forholdHvis affaldet læsses af på et transportbånd, der kører forbi sensor- og sorteringsanlægget, vil affald med forhøjede koncentrationer af tungmetaller og andre uønskede stoffer kunne identificeres og dermed kunne spores tilbage til kilden. De fysiske forhold på affaldsforbrændingsanlæggene sætter grænser for, hvor et sorteringssystem vil kunne placeres. På større affaldsforbrændingsanlæg vil sorteringsanlægget kunne placeres omkring et transportbånd, der transporterer affaldet direkte fra aflæsningen fra lastvogn til siloen. Erhvervsaffald er meget inhomogent og de enkelte affaldsstykker har meget forskellig størrelse. Vi forventer ikke, at affaldet vil kunne doseres i et "mono-lag", hvilket gør det nødvendigt at supplere PGNAA-sensoren med anden form for sensor fx et vision system. Signalerne fra vision-systemet og PGNAA-sensoren vil sammen kunne identificere og udpege de problematiske affaldsstykker på en farvemonitor - a la sikkerhedskontrollen ved lufthavne. Kun større anlæg har mulighed for at transportere affaldet på et bånd. I det teoretiske designstudium vil vi også undersøge, om en løsning med et spyd, der stikkes ind i de enkelte læs, er realistisk. Med denne løsning ville det være muligt at kontrollere det enkelte læs inden læsningen. Endelig vil vi i designstudiet overveje, om det er realistisk, at et helt vognlæs analyseres. 3.3.5.3 Miljømæssig fordeleKarakteriseringen af erhvervsaffaldet vil medvirke til en langt bedre kildesporing og i sidste ende bedre kildesortering. Det affald, der ikke er forbrændingsegnet, vil fremover kunne anvises til specialanlæg med betydelig bedre muligheder for genanvendelse af fx metallerne i affaldet, PVC og flammehæmmet plast. Besparelserne for miljøet i form af et mindre behov for deponier og for behandling af perkolat fra deponier er også store, samtidig med, at slaggen vil kunne erstatte naturressourcer som sand og grus. Som det fremgår af afsnit 3.3.5.4 nedenfor er der tale om forbedringer for meget store mængder affald og slagge både set både på nationalt og EU-plan. 3.3.5.4 Markedsanalyse – potentialeEuropean Topic Centre on Waste and Material Flows (ETC-WMF) estimerer den samlede mængde affald, der gik til forbrænding i EU til ca. 33 mio. t/år i 1997. Tabel 1 viser den samlede kapacitet af affaldsforbrændingsanlæggene i EU i 1997. Sammenholder man oplysningerne om antallet af indbyggere i år 2000 og antager den samme forbrændingskapacitet pr. indbygger, får man en samlet kapacitet på ca. 37 mio. t/år i 2000. Tabel 1: Affaldsforbrændingskapacitet i EU 1997.
Kilde: European Topic Center on Waste and Material Flows [Ref 1]. ETC-WMF vurderer, at kun ca. 17 % af det forbrændingsegnede affald gik til forbrænding. Vi vurderer derfor, at der blev produceret ca. 194 mio. t forbrændingsegnet affald i EU i 1997 og ca. 220 mio. t i år 2000. Hvis den gennemsnitlige anlægsstørrelse i EU er som i Danmark (ca. 75.000 t/år), skønner vi, at der i 200 var ca. 500 affaldsforbrændingsanlæg i EU. Hvis den samlede mængder affald skulle forbrændes, var der behov for i alt ca. 3.000 anlæg. Med udvidelsen af EU med ti nye ansøgerlande i Østeuropa bliver potentialet med tiden måske 50 % større (4.500 anlæg). Ifølge EU's direktiv for deponering skal medlemslandene reducere mængden af "biologisk nedbrydeligt kommunalt affald" til deponering i forhold til 1995 således:
Figur 3. EU-krav til reduktion i deponering af biologisk nedbrydeligt affald. Sammen med EU's direktiv for affaldsforbrænding [Ref 6] vil kravet om reduktionen i mængden af affald, der går til deponering, på længere sigt tvinge alle EU-lande til at udbygge med affaldsforbrændingsanlæg. Selv hvis den gennemsnitlige anlægsstørrelse bliver dobbelt så stor som i Danmark, vil det samlede potentiale være i størrelsesordenen 2.000 affaldsforbrændingsanlæg alene i Europa. Erhvervsaffald udgør hos fx Amagerforbrænding og Vestforbrænding ca. halvdelen af det tilførte forbrændingsegnede affald. Hvis fordelingen er den samme i gennemsnit i resten af EU, vil der altså være et potentiale på 100 mio. t erhvervsaffald/år, der med fordel kunne analyseres for tungmetaller, PVC, etc. Slaggemængder Slaggemængden fra danske affaldsforbrændingsanlæg var i 1997 493.800 tons [Ref 2] svarende til ca. 19 % af den tilførte affaldsmængde. Omregnet til europæiske forhold, svarer dette til en produktion på over 6 mio. t slagge i 1997 og 7 mio. t slagge i 2000. Hvis alt forbrændingsegnet affald i EU var blevet forbrændt, havde der været tale om ca. 41 mio. t slagge i 2000. I et udvidet EU vil potentialet være mere end 60 mio. t slagge/år. Fordelene ved og potentialet for online-analyse af erhvervsaffald er tydeligvis overordentlig stort. 3.3.5.5 Økonomi – behandlingsomkostningerAl slagge fra danske affaldsforbrændingsanlæg genbruges, og værkerne bruger mange penge på at kontrollere, at slaggen overholder kravene i de danske slagge-kategorier. Der vil være mange økonomiske fordele for affaldsforbrændingsanlæggene, hvis tilførslen af tungmetaller og PVC etc. med erhvervsaffaldet kan mindskes: - Omkostningerne til kontrol af slagge vil kunne reduceres - Omkostningerne til røggasrensning vil kunne mindskes - Mængden af slagge vil blive reduceret - Slaggen vil kunne afhændes til bedre anvendelser og dermed med færre omkostninger eller evt. direkte indtægter - Mængden af røggasrensningsprodukt og dermed udgifter til transport og deponering vil falde For hver 50 kroners besparelse eller ekstra indtægt pr. ton slagge vil potentialet være mere end 2,5 mia. DKK pr. år i et udvidet EU. På I/S Amagerforbrænding forbrændes fx årligt ca. 427.000 t affald/år. Hvis en forsortering af erhvervsaffaldet kan give merindtægter og besparelser på 50 DKK/t slagge, vil den årlige besparelse være i størrelsesordenen 4 mio. DKK/år. 3.3.5.6 Nødvendige investeringer til etablering af anlæggetVi vurderer, at et sensorsystem baseret på både PGNAA og vision med en kapacitet på 200.000 t/år vil koste i størrelsesordenen 10 mio. DKK. 3.3.5.6.1 UdgiftsstrukturNedenstående forudsætninger og data er anvendt i forbindelse med et skøn over behandlingsprisen. Kapacitet
Investering og forrentning
Driftsudgifter
Vedligehold og reparation
Skønnet for vedligehold og reparation er baseret på erfaringer fra mekaniske sorteringsanlæg til shredderaffald. De ukendte indtægter ved salg af metaller etc. er ikke medtaget ligesom besparelser i bemanding ikke er inkluderet. Udgifter til forsikringer er ikke inkluderet. Skønnede behandlingsomkostninger Den endelige behandlingspris vil være afhængig af anlægsplacering, faciliteter til stede, valgte bygningsstandarder osv. og den endelige pris, som vil kunne opnås for anlægget efter forhandlinger. Med de ovenstående forudsætninger skønner vi behandlingsprisen til kun 15 DKK/t tilført affald. De økonomiske fordele for det enkelte anlæg vil være så gode, at et sorteringsanlæg sandsynligvis vil have en meget kort tilbagebetalingstid. 3.3.5.7 DemonstrationsanlægSorteringen af erhvervsaffald vil kræve et samarbejde mellem PGNAA-sensoren og vision system. Det ligger uden for dette projekts økonomi at bygge dette dyre og komplicerede demonstrationsanlæg - men sortering af erhvervsaffald er en meget højt prioriteret anvendelse af PGNAA-sensorer. Hvis der er økonomi og tid i projektet, vil vi foretage en undersøgelse af sensoren på neddelte erhvervsaffald. 3.3.6 Printkort3.3.6.1 BaggrundMange printkort indeholder ædel metaller som guld (Au), palladium, (Pd), sølv (Ag), mfl., der har meget stor værdi. Salget af ædelmetaller udgør typisk 70-80 % af indtægterne ved oparbejdning af elektronikaffald. Samtidig indeholder mange printkort stoffer, som skal til specialoparbejdning (fx PCB-kondensatorer, kviksølv kontakter etc.) Printkort med ædelmetaller sælges til oparbejdere, der betaler leverandøren efter sine egne analyser. En bedre sortering og analyse af printkortene ville sandsynligvis give kunne give em mere korrekt bestemmelse af indholdet af ædelmetaller. Guld (Au), Palladium (Pd) og flere andre ædelmetaller kan relativ let detekteres med PGNAA. 3.3.6.2 Praktiske forholdEn sorteringsmaskine til printkort skal kunne behandle de mange forskellige former og størrelser af printkort, der findes i affaldet. For at kunne bestemme koncentrationen af ædelmetaller vil derfor være nødvendigt at bestemme vægten/størrelsen af printkortene umiddelbart før PGNAA-sensoren. 3.3.6.3 Miljømæssig fordelePrintkort skal behandles iflg. EU-direktivet om elektronikaffald. 3.3.6.4 Markedsanalyse – potentialeIfølge [Ref 8] var den danske produktion af printkort-affald i 1994 ca. 3.720 t/år. Tallet er usikkert, og der findes ikke nyere officielle statistikker. Elektronikaffald er først nu kommet med som et separat punkt i den danske affaldsstatistik. Det er den almindelige opfattelse i branchen, at en stor del af elektronikaffaldet ikke indsamles, men går til forbrænding. I Danmark behandler elektronikskrotbranchen ca. 1.400 t printkort/år [Ref 12]. Tabel 2 viser mængder og værdier af ædelmetaller i printkort dels ifølge [Ref 7], [Ref 8], [Ref 9] og dels baseret på spotmarkedspriser i [Ref 10] og [Ref 11]. Tabel 2. Ædelmetaller i printkort-affald i Danmark 2003.
Den samlede, årlige værdi af ædelmetallerne er ca. 30 mio. DDK/år. Hvis de danske behandlere af elektronikaffald ved en bedre analyse og sortering kan opnå en stigning på 10 % i mængden af ædelmetaller, som de sælger videre til oparbejdning, vil det give dem en ekstraindtægt på ca. 3 mio. DKK/år. Beregnet pr. ton printpladeaffald skønner vi besparelsespotentialet til ca. 2.100 DKK/t. 3.3.6.5 Økonomi - behandlingsomkostninger3.3.6.5.1 Nødvendige investeringer til etablering af anlæggetVi vurderer, at et sensorsystem baseret på PGNAA med en kapacitet på 400 t printkort/år vil koste i størrelsesordenen 1 mio. DKK. 3.3.6.5.2 UdgiftsstrukturNedenstående forudsætninger og data er anvendt i forbindelse med et skøn over behandlingsprisen. Kapacitet
Investering og kapital
Driftsudgifter
Vedligehold og reparation
Skønnet for vedligehold og reparation er baseret på erfaringer fra mekaniske sorteringsanlæg til shredderaffald. Indtægterne ved salg af ædelmetaller er ikke medtaget ligesom besparelser i bemanding ikke er inkluderet. Udgifter til forsikringer er ikke inkluderet. Skønnede behandlingsomkostninger Den endelige behandlingspris vil være afhængig af anlægsplacering, faciliteter til stede, valgte bygningsstandarder osv. og den endelige pris, som vil kunne opnås for anlægget efter forhandlinger. Med de ovenstående forudsætninger skønner vi behandlingsprisen til 890 DKK/t tilført affald. Sammenlignes med de skønnede merindtægter (~ 2.100 DKK/t) for det enkelte anlæg, må vi konkludere, at et sorteringsanlæg sandsynligvis vil have en meget kort tilbagebetalingstid. 3.3.6.6 DemonstrationsanlægSom nævnt i afsnit 3.3.6.2 kræver en koncentrationsbestemmelse af de relevante ædelmetaller i printkort, at vægten af et printkort er kendt. Printkortene bør derfor vejes eller størrelsesbestemmes umiddelbart inden PGNAA-sensoren. Et demo-anlæg til printkort vil med stor sandsynlighed kunne fungere, da PGNAA har meget let ved at analyserer for de værdifulde ædelmetaller. 3.3.6.7 KonklusionDe miljømæssige fordele ved automatisk sortering af printkort er ikke store, idet alle kondensatorer i forvejen frasorteres. Et automatisk sorteringsanlæg vil dog kunne øge mængden af aluminium, som kan oparbejdes, samtidig med at PCB-holdige kondensatorer med sikkerhed frasorteres. Et sorteringsapparat til printkort, der samtidig analyserer og sorterer efter indholdet af ædelmetaller vil med stor sandsynlighed kunne bringes til at fungere. Selv om vores skøn over økonomien for et sorteringsanlæg viser et stort potentiale, er usikkerheden for stor til, at vi tør besluttet at bygge demonstrationsanlægget til sortering af printkort. Vi vil derfor ikke designe demonstrationsanlægget til printkort; men anlægget vil blive konstrueret, så det også kan måle på enkelte printkort af gangen. 3.3.7 Brændselspiller – kvalitetskontrol3.3.7.1 BaggrundDet europæiske marked for brændselspiller er vokset meget hurtigt i de sidste fem år. Der brændes i øjeblikket 1, 5 mio. t/år brændselspiller i EU, og forbruget stiger med 10-15 % om året. For at tilfredsstille den danske efterspørgsel importerer danske forhandlere nu både udenlandske piller og råvarer til pilleproduktion. Piller produceres i og eksporteres fra mange europæiske lande fx Sverige, Holland, Finland, Tyskland, Østrig, Estland, mfl. I Danmark importerer vi også piller fra fjernere lande som Canada. Almindelige kraftværker, varmeværker og private må kun brænde piller, der er baseret på ren biomasse. Pillerne må ikke indeholde imprægneret træ, PVC, rester af maling, mere end 1 % lim, mm. Der er derfor et stort behov for kontrol af både råvarer og brændselspiller. EU ønsker at fastlægge standarder for sammensætningen af brændselspiller og at udvikle metoder til kvalitetskontrol af brændselspiller. De mest almindelige "forureninger" i brændselspiller har sammenhæng med høje koncentrationer af forskellige grundstoffer:
3.3.7.2 Praktiske forholdPGNAA-sensorer og sorteringssystemer vil kunne indgå på to principielt forskellige måder i sorteringen af brændselspiller: – I kvalitetskontrollen ved modtagelsen af et nyt læs piller vil en scanner på størrelse med en "mikrobølgeovn" kunne analysere for ovenstående stoffer m.fl. og muligvis også bestemme det totale askeindhold. Størrelsen og prisen på en pille-scanner afhænger af den tilladte måletid - jo længere måletid - jo billigere analysator. – Kvalitetskontrol af råvarer ved kontinuerte målinger i produktionsanlæg evt. med frasortering af uønsket materiale. – Online måling af fx klor indhold, der benyttes til feed forward regulering af røggasrensningsprocessen. Sensor-systemet vil kunne placeres umiddelbart omkring transportbånd, der fører brændselspiller til en mølle. 3.3.7.3 Miljømæssig fordeleDe umiddelbare miljøfordele ved kvalitetskontrol af råvarer til produktion eller af et læs træpiller er, at risikoen for utilsigtede emissioner af tungmetaller og dioxiner mindskes, når pillerne brændes. Et fald i indholdet af tungmetaller i asken vil medføre, at mere aske vil kunne genanvendes i skove og et mindre behov for deponering af tungmetalholdig aske. Kontrol af råvarer og modtagekontrol vil sammen med europæiske standarder give større sikkerhed i handlen med brændselspiller og dermed øge brugen af brændselspiller frem for fossile brændsler. En bedre styring af et røggasrensningsanlæg vil betyde et optimalt forbrug af reaktanter (kalksten el. lign.) og en optimal produktion af restprodukter ved de givne emissionsgrænseværdier. 3.3.7.4 Markedsanalyse – potentialeEuropean Pellet Centre (EPS) vurderer, at der i øjeblikket bruges ca. 1,5 mio. t brændselspiller om året i Europa, og at markedet vokser med 10-15 % om året. Parallelt med bestræbelserne på at udarbejde standarder for brændselspiller ønsker EU at udvikle metoder til at kontrollere brændselspiller. Der er derfor et endog meget stort potentiale for salg af sensorsystemer til kvalitetskontrol af råvarer og piller til både producenter og importører/brugere. I Danmark findes i alt ca. 10-15 producenter af træpiller og EPS vurderer, at der i Europa er ca. 1-200. Antallet af producenter er stigende. Antallet af importører / grossister i EU er ukendt. Importører og storbrugere er meget interesseret i modtagekontrolsystemer. I Danmark er specielt Energi E2 interesseret i online brændselsanalyser for at kunne kontrollere forbrændings- og røggasrensningsprocessen på anlæg, hvor formalede træpiller indfyres sammen med kul. Hele branchen undersøges i EU-projektet (European Pellets Centre) med FORCE som leder. FORCE har i samarbejde med flere vigtige aktører på det europæiske pillemarked ansøgt EU om midler til at udvikle kvalitetskontrolsystemer - bl.a. også baseret på PGNAA. 3.3.7.5 Økonomi – behandlingsomkostningerPriserne for de tre anvendelser af PGNAA-sensorer er meget usikker, da vi endnu ikke har haft mulighed for at afprøve sensoren på træpiller. Som alle andre industriprodukter vil scanner-prisen ville falde kraftigt ved stigende styktal. 3.3.7.6 DemonstrationsanlægDet vil være relativt enkelt at afprøve PGNAA-sensoren på forskellige forureninger i brændselspiller; men der vil blive tale om et meget stort forsøgsarbejde for at afprøve piller af vidt forskellig oprindelse (matricer og analyter). Selve sorteringsmekanismen vil være enkel til kontinuert sortering af brændselspiller, som i denne sammenhæng kan betragtes som en strøm af partikler. 3.3.7.7 KonklusionDesignstudiet viser, at sensorsystemerne vil kunne fungere; men at det er nødvendigt med praktiske forsøg for, at vi kan bestemme effektiviteten af sensoren Set i lyset af de klare økonomiske, men knap så store miljømæssige fordele, anbefaler vi, at demonstrationsanlægget ikke bygges specifikt til dette formål; men at det udformes således, at sensoren let vil kunne afprøves på brændselspiller. Hvis der er økonomi og tid i projektet, vil vi foretage en undersøgelse af sensoren på forskellige brændselspiller. Hvis EU-projekt gennemføres vil demo-anlæg kunne udlejes til dybgående forsøgsarbejde. 3.3.8 Slagge fra affaldsforbrændingsanlæg3.3.8.1 BaggrundAl slagge fra danske affaldsforbrændingsanlæg genbruges, og værkerne bruger mange penge på at kontrollere, at slaggen overholder kravene i de danske slagge-kategorier. I øjeblikket er de største problemer udvaskningen af kobber (Cu) og bly (Pb) samt det høje indhold af klorid i spildevandet. Et typisk eksempel på koncentrationen af de vigtigste tungmetaller i slagge er:
Erfaringerne fra forprojektet og det teoretiske designstudium viser, at en PGNAA-sensor sandsynligvis vil kunne måle det totale kobberindhold i slaggen, men ikke hvor meget der er udvaskbart. Pb kan ikke måles med PGNAA. Det er svært at detektere tungmetaller i slagge på grund af de høje koncentrationer andre stoffer i slaggen (fx kalium, jern, zink, natrium, aluminium, silicium, calcium, svovl, fosfor) - stoffer der i væsentlige koncentrationer giver udslag og dermed støj i målingen. Klorid-indholdet i spildevand, skal ifølge lovgivningen ligge under 1000 ppm (~ 0,1 % (w/w)). PGNAA vil let kunne detektere klor-indholdet i spildevandet, men der findes billigere metoder - fx måling af ledningsevne. Flere affaldsforbrændingsanlæg har i øvrigt søgt om dispensation for denne grænse. 3.3.8.2 Praktiske forholdDet vil være relativt enkelt at implementere et sensor-system til måling på slagge på affaldsforbrændingsanlæg. PGNAA-sensorens moderator vil kunne bygges rundt om de slagge-transportører, der transporterer den våde slagge fra slaggeudmadningssystemet til slaggecontaineren. Et sorteringssystem med et spjæld vil kunne lede slaggestrømmen til en eller flere containere afhængig af kriterierne for accept fra PGNAA-sensoren. Et sensor-system, som er baseret på PGNAA og en anden metode, der kan identificere bly, vil sandsynligvis kunne adskille slagge i én fraktion med lavt og én med højt indhold af tungmetaller. Det er dog uvist, om opløseligheden af tungmetallerne i den "rene" fraktion vil være mindre end i den oprindelige slagge. 3.3.8.3 Miljømæssig fordeleEn slagge med lav opløselighed af tungmetaller vil kunne genanvendes til bedre formål og kunne mindske udnyttelsen af andre natur-ressourcer. 3.3.8.4 Markedsanalyse – potentialeSlaggemængden fra danske affaldsforbrændingsanlæg var i 1997 493.800 tons [ref 2] svarende til ca. 19 % af den tilførte affaldsmængde. Omregnet til europæiske forhold, svarer dette til en produktion på over 6 mio. t slagge i 1997 og 7 mio. t slagge i 2000. Hvis alt forbrændingsegnet affald i EU var blevet forbrændt, havde der været tale om ca. 41 mio. t slagge i 2000. I et udvidet EU vil potentialet være mere end 60 mio. t slagge/år. Sammen med EU's direktiv for affaldsforbrænding [ref 6] vil kravet om reduktionen i mængden af affald, der går til deponering, på længere sigt tvinge alle EU-lande til at udbygge med affaldsforbrændingsanlæg. 3.3.8.5 Økonomi - behandlingsomkostninger3.3.8.5.1 Nødvendige investeringer til etablering af anlæggetVi vurderer, at et sensorsystem baseret på PGNAA med en kapacitet på 81.130 t slagge/år vil koste i størrelsesordenen 4 mio. DKK. 3.3.8.5.2 UdgiftsstrukturNedenstående forudsætninger og data er anvendt i forbindelse med et skøn over behandlingsprisen. Kapacitet
Investering og forrentning
Driftsudgifter
Vedligehold og reparation
Skønnet for vedligehold og reparation er baseret på erfaringer fra mekaniske sorteringsanlæg til shredderaffald. Indtægterne ved salg af metaller og andre stoffer er ikke medtaget ligesom besparelser i bemanding ikke er inkluderet. Udgifter til forsikringer er ikke inkluderet. Skønnede behandlingsomkostninger Den endelige behandlingspris vil være afhængig af anlægsplacering, faciliteterne på stedet, de valgte bygningsstandarder osv. og den endelige pris, som vil kunne opnås for anlægget efter forhandlinger. Med de ovenstående forudsætninger skønner vi behandlingsprisen til kun 15 DKK/t tilført affald. 3.3.8.6 DemonstrationsanlægSlaggen vil skulle transporteres i en vandig opslæmning igennem sensorens moderator, hvilket vil være både dyrt og kompliceret at gøre på et demonstrationsanlæg hos Force. For at få realistiske forsøgsbetingelser, bør et fuldskalanlæg installeres på et affaldsforbrændingsanlæg. Der skal udføres et meget stort forsøgsarbejde, for at afprøve sensorens muligheder indenfor de meget store variationer, der er i slaggesammensætningen - både hvad angår koncentration af tungmetaller og sammensætningen af den mineralske del af slaggen. 3.3.8.7 Konklusion - slagge fra affaldsforbrændingsanlægVi vurderer, at det ligger uden projektets økonomi at bygge og afprøve sortering af slagge fra affaldsforbrændingsanlæg. Hvis der er økonomi i projektet, vil vi afprøve tørrede prøver af affaldsslagge på demonstrationsanlægget. En PGNAA-sensor giver en oplagt mulighed for udredningsprojekt omkring affaldsslagge, der bl.a. vil kunne belyse: - Hvad er variationen i affaldsslaggens sammensætning? - Kan slaggen sorteres efter indhold af tungmetaller mm.? - Opnås en bedre slaggekvaliteten ved sortering? 3.3.9 Affaldstræ3.3.9.1 BaggrundPraktiske forsøg med manuel sortering af affaldstræ viser, at det er overordentlig svært at udsortere imprægneret træ - selv for øvede personer. I en dansk undersøgelse [ref 6] blev ca. 60 % af uimprægneret affaldstræ ved manuel sortering fejlagtigt kategoriseret som imprægneret træ. Tilsvarende blev ca. 16 % af imprægneret affaldstræ fejlagtigt kategoriseret som uimprægneret træ (se Figur 4).
Figur 4: Manuel sortering af affaldstræ har stor fejlprocent [Ref 4]. Forprojektet [Ref 5] til dette projekt viste, at en PGNAA-sensor kan detektere imprægneret affaldstræ med stor sikkerhed. Det stigende marked for træpiller betyder, at der ikke længere findes overskud af trærester fra møbelfabrikation i Danmark. Produktionen af spånplader kunne som alternativ benytte sorteret affaldstræ (dvs. uden imprægneret affaldstræ); men det vil næppe være realistisk, idet spånpladerne ifølge EU-direktivet om affaldsforbrænding efter endt brug skulle bortskaffes på affaldsforbrændingsanlæg. Kommissionens tolkning fra februar 2003 af EU-direktivet for affaldsforbrænding præciserer, at al nedrivningstræ skal behandles iht. direktivet. Sorteret affaldstræ uden imprægneret træ, malingsrester, mm. kan eksporteres for 200-300 DKK/t til fx Sverige, hvor det benyttes til energiproduktion - sandsynligvis på affaldsforbrændingsanlæg. Miljøstyrelsen har bedt om, at projektet nedprioriterer affaldstræ, idet der i øjeblikket udviklet flere processer, der kan behandle imprægneret affaldstræ. Nogle af disse processer har behov for udsortering af imprægneret træ – andre ikke. Et nyt udredningsprojekt igangsat af Miljøstyrelsen med FORCE som projektleder skal vurdere, hvilke processer, der giver de største samfunds- og miljøøkonomiske fordele. 3.3.9.2 Praktiske forholdIfølge konklusionerne fra forprojektet skal affaldstræet neddeles til stykker på op til ca. 50 cm, og savsmuld og støv sigtes fra før sorteringen. Den fine fraktion kan ikke detekteres/sorteres med PGNAA og må betragtes som imprægneret træ. Som eksempel på den nødvendige sorteringskapacitet behandler RGS90 hvert år 50-60.000 t affaldstræ/år svarende til ca. 25 t/time ved 1700 timer/år (1 skift/døgn). 3.3.9.3 Miljømæssig fordeleUdsortering af imprægneret træ vil muligvis give bedre mulighed for genanvendelse af tungmetaller og større effektivitet i behandlingsprocessen. 3.3.9.4 Markedsanalyse - potentialeEfter Kommissionens nytolkning af EU-direktivet er det danske og europæiske markedspotentiale for sorteringsmaskiner til udsortering af imprægneret træ er meget usikkert. Da flere firmaer samtidig arbejder med processer, der gør sorteringen overflødig, mener vi ikke, at der på nuværende tidspunkt er grundlag for et videreudvikle og markedsføre sensorer eller sorteringsmaskiner til affaldstræ. 3.3.9.5 Økonomi - behandlingsomkostninger3.3.9.5.1 Nødvendige investeringer til etablering af anlæggetVi vurderer, at et sensorsystem baseret på både PGNAA og vision med an kapacitet på 200.000 t/år vil koste i størrelsesordenen 10 mio. DKK. 3.3.9.5.2 UdgiftsstrukturNedenstående forudsætninger og data er anvendt i forbindelse med et skøn over behandlingsprisen. Kapacitet
Investering og forrentning
Driftsudgifter
Vedligehold og reparation
Skønnet for vedligehold og reparation er baseret på erfaringer fra mekaniske sorteringsanlæg til shredderaffald. Udgifter til forsikringer er ikke inkluderet. Skønnede behandlingsomkostninger Den endelige behandlingspris vil være afhængig af anlægsplacering, faciliteter til stede, valgte bygningsstandarder osv. og den endelige pris, som vil kunne opnås for anlægget efter forhandlinger. Med de ovenstående forudsætninger skønner vi behandlingsprisen til kun 57 DKK/t tilført affaldstræ. 3.3.9.6 DemonstrationsanlægVi mener, at det er realistisk at demonstrere sorteringen af forbehandlet (neddelt) affaldstræ i pilotskala. Af hensyn til de fysiske dimensioner af målevolumenet skal de enkelte træstykker være mindre end i et industrielt anlæg. Måleopgaven er ikke let, idet kobber og specielt arsen i træet kræver relativt lang måletid. Ydeevnen over for CCA-træ vil vi først kunne fastlægge gennem et mere omfattende kalibreringsarbejde. På grund af den store variation i form og størrelse af træstykkerne vil selve sorterings-mekanismen ikke være simpel. 3.3.9.7 KonklusionDa behovet og markedspotentialet for sortering af affaldstræ ikke er afklaret, bør demonstrationsanlægget ikke designes til affaldstræ. Vi anbefaler, at demonstrationsanlægget designes, så vi kan undersøge sensorens med prøver af neddelt træaffald, hvis projektets økonomi tillader det, eller hvis andre (projekter) ønsker at gennemføre forsøg. 3.3.10 Kontrol/oplæring på kommunale genbrugsstationer3.3.10.1 BaggrundSelv for det øvede personale på kommunale genbrugsstationer er det svært at sortere affaldstræ i en "ren" og imprægneret fraktion - og plastaffald i fraktioner med og uden PVC. En scanner på størrelse med en mikrobølgeovn, der kunne indstilles til en eller flere affaldstyper ville være en ideel løsning. Det er som tidligere nævnt en relativ let opgave for PGNAA-sensoren at detektere, om et stykke affaldsplast indeholder PVC eller ej. Vi vil sandsynligvis også kunne udvikle en affalds-scanner, der kan detektere både imprægneret træ og PVC. Der findes håndbårne instrumenter baseret på XRD til identifikation af imprægneret træ; men prisen er høj ca. 450.000 kr. En PGNAA-scanner vil kunne hjælp hr. og fru Jensen med at afgøre, om et stykke træ er imprægneret eller ej - og om et stykke plastik indeholder PVC. Scanneren vil samtidig kunne benyttes i oplæringen af personalet. Prisen er sandsynligvis bestemmende for, om kommunerne vil investere i en scanner. 3.3.10.2 Praktiske forholdScanneren skal være så lille som mulig, så den vil kunne flyttes fra en genbrugsstation til den anden. Selve måleprincippet sætter dog grænser for, hvor lille scanneren kan blive. Et apparat på størrelsen med en mikrobølgeovn er realistisk, men den endelige størrelse vil afhænge af erfaringerne med demonstrationsanlægget og den acceptable måletid. Jo længere måletid jo mindre og jo billigere scanner. Vi vurderer, at den acceptable måletid i praksis vil være mindre eller lig et sekund. Anlægget skal være meget enkelt at betjene og selvfølgelig overholde den danske lov om strålingshygiejne. 3.3.10.3 Miljømæssig fordeleHvis der placeres PGNAA-scannere på genbrugsstationerne i Danmark, vil det give en bedre udsortering af PVC og imprægneret træ, som så i langt mindre grad vil ende på forbrændingsanlæggene med de mange negative følgevirkning, som vi ved det får. 3.3.10.4 Markedsanalyse – potentialeDa stort set alle kommuner har genbrugspladser, er potentialet for scannere til PVC- og imprægneret træ umiddelbart stort. Men prisen vil være meget afgørende for kommunernes mulighed/interesse for at købe sensoren. 3.3.10.5 Økonomi – behandlingsomkostningerVi vurderer, at en scanner kun til PVC-affald vil koste ca. 500.000 DKK for den første. Prisen ved større styktal vil være væsentlig lavere. En scanner, der skal kunne detektere både PVC og imprægneret affaldstræ vil være dyrere. Vi vil kunne give en mere præcis fremstillingspris, når demonstrationsanlægget til PVC-sortering er bygget, og forsøgsprogrammet er gennemført. 3.3.10.6 DemonstrationsanlægDemonstrationen af online sortering af PVC giver de bedste erfaringer til optimering og design af en scanner til PVC og affaldstræ. 4 Teknisk designstudiumLæsevejledning: Dette afsnit har et meget teknisk indhold, som ikke er nødvendigt at læse for at forstå den overordnede funktion af demonstrationsanlægget (afsnit 6) eller resultaterne af sorterings- og karakteriseringsforsøgene i afsnit 7. 4.1 IndledningSensorbaseret affaldssortering kan beskrives som bestående af 1. En sensoropgave, som omhandler fremskaffelse af den til sorteringen nødvendige information på operationel form, og 2. En håndteringsopgave, som omhandler den faktiske håndtering af affaldsemnerne, givet at ovennævnte information foreligger. Idet håndteringen dels er specifik for den aktuelle affaldsstrøm og dels antages at være af en sådan karakter, at ekspertise på dette felt udbydes kommercielt, har fokus i dette projekt været på det første punkt, nemlig design og konstruktion af en PGNAA-sensor, der til sortering i et affaldsbehandlingsmiljø kan generere anvendelig information. Arbejdet har således bestået i:
Resten af dette afsnit følger denne opdeling. 4.2 Om PGNAA-sensorer4.2.1 PGNAA-primer og den generiske sensors fysiske bestanddelePGNAA er en forkortelse for Prompt Gamma Neutron-Aktiverings-Analyse. I det følgende er princippet for denne målemetode kort beskrevet. Alle grundstoffer kan reagere med neutroner med lav kinetisk energi, såkaldte "termiske neutroner", idet tilbøjeligheden hertil er endog meget varierende [1]. Den aktuelle reaktion mellem en atomkerne og en termisk neutron kaldes neutronindfangning (engelsk "neutron capture") og resulterer i, at atomkernen skifter atomvægt svarende til neutronens masse. Atomkernen vil af denne proces efterlades i en exciteret (energi-rig) tilstand, hvorfra den henfalder momentant under udsendelse af gammastråling karakteristisk for den pågældende atomkerne. Denne gammastråling benævnes "prompt gamma", ("prompt" - "med det samme"). Reaktionen kan udnyttes til berøringsfri, dybdegående grundstofanalyse (PGNAA). Idet såvel neutroner (som skal ind i det aktuelle emne) som den resulterende gammastråling (som skal ud af emnet for at kunne måles af detektionssystemet) under de fleste omstændigheder er meget gennemtrængende, kan selv massive emner ofte analyseres berøringsfrit. De forskellige grundstoffer har meget forskellig evne til at reagere med termiske neutroner [2]; denne størrelse benævnes reaktionstværsnittet. Følsomheden for PGNAA af et givet grundstof varierer dels med reaktionstværsnittet, dels med mængden og egenarten af den udsendte gammastråling, samt detektorsystemets effektivitet og specificitet. PGNAA er ikke en ny teknologi, om end ikke særlig udbredt; ud over en række anvendelser i forskningsverdenen bruges PGNAA blandt andet til karakterisering af kul på kraftværker, malme i mineindustrien og råvareblandinger til cementovne. Nedenstående tegning viser en skematisk fremstilling af et PGNAA-analysesystem:
Figur 5. Skematisk fremstilling af et PGNAA-analysesystem De rumlige hovedkomponenter i et PGNAA-apparat og nogle af deres nøgleegenskaber:
Ikke vist på tegningen er blandt andet:
4.2.2 Målesignalets beskaffenhedSensorens ubehandlede målesignal består af en strøm af detektorhændelser. Hver hændelse er karakteriseret ved en observeret fotonenergi og et hændelsestidspunkt. Er sensoren forsynet med flere detektorer og passende elektronik, vil tillige en strøm af samtidige [5] hændelser i flere detektorer kunne detekteres; sådanne hændelsespar kan med stor sandsynlighed henføres til samme primærhændelse (f.eks. neutronabsorption i et grundstof i prøvematerialet). Hændelsespar er karakteriseret ved fotonenergi for hver detektor og et hændelsestidspunkt. Tidsmæssigt vil det typisk være hensigtsmæssigt at samle hændelser i tidsvinduer, der modsvarer en bestemt situation i målefeltet (f.eks. et bestemt emne, eller intet emne) samlet. 4.2.2.1 Signalet fra enkelt detektorEnergimæssigt karakteriseres detektorhændelser indenfor et tidsvindue i et (stort) antal energivinduer; det resulterende histogram (med et meget stort antal søjler) benævnes et spektrum. Et typisk spektrum for en enkelt detektor er afbildet i Figur 6. Figur 6. Et typisk spektrum for en enkelt detektor: tom, prøve, differens Figurens øverste spektrum viser detektorregistreringer for tomt målevolumen, idet x-aksen viser kanalnummer og y-aksen antal detektorhændelser pr. kanal pr. sek. Energiområdet går fra 0 – 10 MeV fotonenergi; aksens skala er proportional med kvadratroden af energien (dette giver lige brede toppe over hele spektret). De markante toppe omkring kanal 107 og 234 skyldes henholdsvis annihilering af positroner (511 keV) og absorption af neutroner i hydrogen i moderatoren (2,2 MeV). Dette spektrum består kun af uønskede bidrag, hvor detektorhændelser forårsages af:
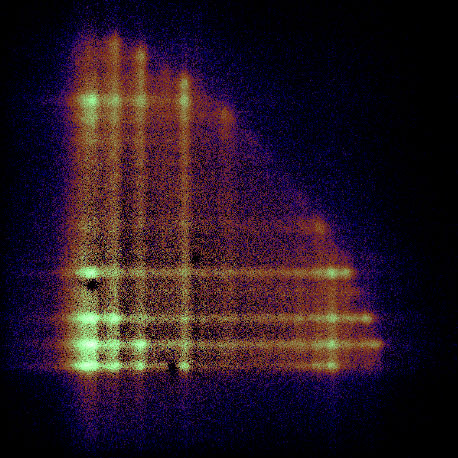
Selvom man gennem apparatets udformning og materialevalg vil søge at minimere disse bidrag, udgør de tilsammen hovedparten af hændelserne registreret af detektoren. Figurens midterste spektrum viser de registreringer, der ses, hvis en PVC-plast-prøve på 151 g anbringes i målevolumenet. Det ses, at bidraget af prompt gamma kun udgør en lille del af de samlede registreringer. Figurens nederste del viser differensen mellem de to øverste spektre. Det ses her, at prompt gamma for klor (det grundstof, der er synligt i PVC-plast) samler sig som fire klare toppe omkring kanal 110, 137, 166 og 220, samt et antal overlejrede toppe i det højenergetiske område omkring kanal 425. Den negative top omkring kanal 234 skyldes, at tilstedeværelsen af PVC-plasten sænker neutronfluxen i moderatoren og dermed signalet fra neutronabsorbtion i hydrogen. 4.2.2.2 Signalet fra flere detektorers samtidige hændelser (coincidens)For energipar fra to detektorer i coincidens kan bygges et todimensionalt histogram, idet energien for detektor 1 og 2 afbildes langs henholdsvis x- og y-aksen. Et således histogram er afbildet i Figur 7, idet histogrammet således er "set fra oven" og den enkelte søjles højde angivet med en farvekode. Et sådant 2D-histogram er i det følgende også benævnt et coincidenskort.
Figur 7. Coincidenskort af PVC Hvis detektorerne er helt ens for såvel respons som placering, og emnet i målefeltet er symmetrisk placeret i forhold til disse, vil coincidenskortet være symmetrisk omkring linie x = y. Det ses, at dette næsten - men ikke helt er tilfældet - svarende til, at detektorerne næsten - men ikke helt - er ens. 4.2.2.3 Målesignalets stokastiske karakterFor en PGNAA-sensor med to detektorer og coincidensdetektion er det samlede antal variable meget stort (5.000 – 50.000). Det gælder for hver enkelt af disse variable, at de udtrykker forekomsten af et antal indbyrdes uafhængige nukleare hændelser indenfor et givet tidsinterval. Hver variabel er således heltallig, stokastisk og Poissonfordelt. Det gælder endvidere, at for et for sortering relevant tidsinterval (< 1 sek.), vil antallet af hændelser være af samme størrelsesorden som antallet af variable, og da det sandsynlige antal hændelser i den enkelte variabel varierer ganske meget, vil det mest sandsynlige udfald for størstedelen af de variable være 0, og signal/støjforholdet for disse variable være væsentligt mindre end 1. 4.3 Simulering4.3.1 Simuleringens rolleSimulering af neutron- og fotontransport har spillet en væsentlig rolle i projektet. Simulering kan i denne sammenhæng betragtes som virtuelle eksperimenter, der kan erstatte fysiske eksperimenter og derved reducere omkostninger i design- og optimeringsfasen. Simulering anvendes i designfasen dels til at prøve kvalitativt forskellige konfigurationer af sensorens komponenter af, dels som et evalueringsled i den kvantitative optimering af konfigurationer, der viser sig lovende. FORCE Technology har igennem en årrække anvendt Monte-Carlo simulering af neutron- og fotontransport i fysiske geometrier. Simuleringer er i dette projekt foretaget dels med programpakken mgs, der er udviklet af FORCE Technology, dels med programpakken MCNP, der er udviklet af Los Alamos National Laboratories. Arbejdet inden for simulering har resulteret i:
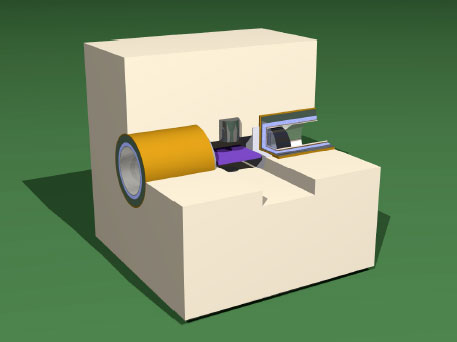
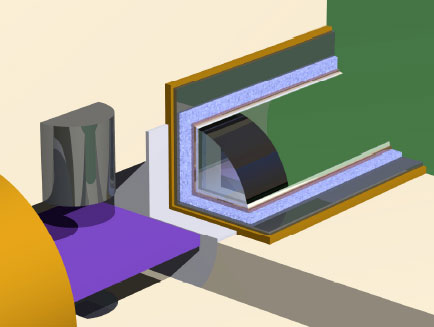
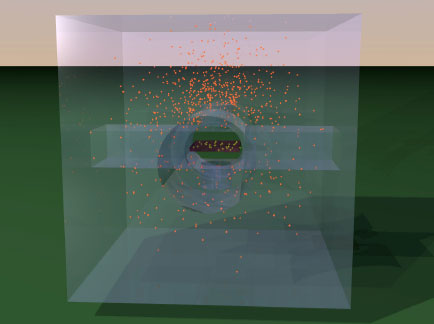
4.3.2 Skalerbar model af udvalgt konfigurationDer er udviklet en generisk, skalerbar model for en PGNAA-opstilling med to kilder og to detektorer af konfigurationen 2 kilder og 2 detektorer i fællesmoderator (se afsnit 4.4.2.3). Figur 8 viser et computergenereret billede af modellen [6]. Den store beigefarvede kubus er moderatoren. I denne er der gjort et indhak for at kunne se de indre detaljer. Prøvematerialet (violet) er anbragt i målevolumenet, der ligger midt i den kanal, der ses forløbe fra forside til bagside af moderatoren. På over- og undersiden af målevoluminet er anbragt neutronkilder (i blyindkapsling, gråmetallisk). På hver side af prøvevoluminet er anbragt detektormoduler; det ene af disse er gennemskåret for at kunne se indre detaljer (dette kan ses i detalje på Figur 9). Detektormodulerne består af mange lag; udefra og indefter ses (i farver):
Figur 8. Computervisualisering af generisk simuleringsmodel.
Figur 9. Udsnit af Figur 8. Modellen er fuldt skalerbar, idet alle væsentlige dimensioner kan specificeres. Simuleringer kan beskrive neutrontransport, gammatransport eller begge dele samtidigt.
Figur 10. Computervisualisering af simulering af neutrontransport og –reaktioner Som eksempel på en anvendelse af simuleringsmodellen er i ovenstående Figur 8 vist en computervisualisering af en beregning af neutrontransport i computermodellen. I visualiseringen er moderatoren gjort transparent for at kunne observere hændelser inde i denne, ligesom en række komponenter er gjort usynlige. Simuleringen beskriver skæbnen for 2000 neutroner udsendt fra den øvre af de to neutronkilder. Absorptionsreaktion med hydrogen er markeret med en orange kugle, absorption i klor er markeret med en lysegrøn kugle (dette finder kun sted i prøvematerialet). Det ses, at langt de fleste neutroner ultimativt reagerer med moderatoren. Simuleringer af denne type kan blandt andet bruges til at visualisere og optimere neutronfluxen i moderatoren. 4.4 Design og optimering4.4.1 OverordnetTilblivelsen af den optimale sensor kan beskrives som opdelt i to discipliner, design og signalbehandling:
Dette afsnit beskæftiger sig med første pind, designet; signalbehandlingen er beskrevet i det næste afsnit. Designet kan så igen beskrives som havende to faser:
Ideelt set findes det globalt optimale design ved at gennemføre optimeringen for samtlige mulige kvalitative designs, og så vælge det, der giver bedst ydelse til prisen. Dette er imidlertid en astronomisk opgave, idet mængden af kvalitative designs, dvs. mulige rumlige organiseringer af et varierende antal af de førnævnte komponenter i en PGNAA-sensor, med variationer i materialevalg, er tilsvarende astronomisk. Der er derfor beskrevet et mindre antal konfigurationer, der formodes at udspænde rummet tilstrækkeligt til, at et optimum for én af disse generiske konfigurationer vil være tæt på det globale optimum. Praktiske forhold og bindinger i den konkrete applikation vil som oftest udelukke en række konfigurationer, ligesom simple overslag over ønsket kapacitet og omtrentlige ydeevner for beslægtede problemer kan antyde, hvorvidt en "lille" eller en "stor" konfiguration er aktuel. Således kan det kvalitative design antageligvis begrænses til få valg, med bibeholdt høj sandsynlighed for at finde en "nær-optimal" løsning. 4.4.2 Kvalitativt design4.4.2.1 Umiddelbare delmål, umiddelbare observationer over geometriDer kan umiddelbart identificeres et antal delmål, der bør tages hensyn til i det fysiske design: Neutron-geometri :
Gamma-geometri:
Der kan, med reference til afsnit 3.1.2.1, umiddelbart gøres en række observationer over den rumlige organisering og konsekvenserne heraf:
4.4.2.2 Generiske konfigurationerDet metodiske valg mellem generiske konfigurationer kræver i praksis skalerbare simuleringsmodeller for alle disse konfigurationer, idet konfigurationernes ydeevne bestemmes ved simulation. En indsats af denne størrelse har dog ligget uden for dette projekts rammer. For at teste konceptet er der udarbejdet en skalerbar model for den konfiguration, der vurderedes mest egnet til at danne grundlag for demonstrationsopstillingen. Konfigurationerne kan inddeles i en klasse med fællesmoderator og en klasse med neutronkollimator. 4.4.2.3 FællesmoderatorKonfigurationer med fællesmoderator er kendetegnet ved, at prøvevoluminet er anbragt inde i moderatoren, hvor neutronfluxen er højest. Detektorer anbringes så tæt ved prøveemnet som muligt (idet signalet aftager med kvadratet på afstanden), og samtidigt så langt fra neutronkilden/kilderne som muligt (idet den af disse inducerede støj tilsvarende aftager med kvadratet på afstanden). Da neutronkilderne ønskes tæt på prøveemnet for at opnå en høj neutronflux, er disse krav i nogen grad modstridende. Placeringen af detektorer bliver således et kompromis mellem højt signal og højt støjniveau, og detektorernes maximale tællerate bliver typisk dimensionerende for neutronkildens størrelse. Disse konfigurationer er således kendetegnet ved en høj udnyttelse af kildens neutroner og et højt støjniveau i detektorerne. Konfigurationer varierer ved antallet og placeringen af kilder og detektorer, samt placeringen af prøvevolumen/prøvekanal. Med to eller flere neutronkilder kan opnås en mere homogen neutronflux i målevoluminet. Eksempler på konfigurationer baseret på fællesmoderator er (K: kilde, D: detektor):
4.4.2.4 NeutronkollimatorKonfigurationer med neutronkollimator er baseret ved et klassisk design for tilvejebringelse af en stråle ("beam") af modererede neutroner, kendetegnet ved, at de modererede neutroner ledes i en kanal fra moderatorens centrum og til prøvevoluminet, der er anbragt ved siden af dette, og bag en kraftig neutron- og gammaafskærmning. Disse konfigurationer er kendetegnet ved en lav udnyttelse af kildens neutroner (1 - 2 størrelsesordener dårligere), og et lavt støjniveau i detektorerne, som følge af, at disse kan skærmes effektivt for uønsket indstråling. Dimensionerende for neutronkildens størrelse vil derfor typisk være, hvor stor en neutronkilde, der af strålehygiejniske årsager kan tolereres. Konfigurationer varierer ved antallet af detektorer anbragt omkring prøvevolumen. Prøvekanalen vil typisk løbe langs den side af moderatoren, hvor kanalen, hvorigennem de modererede neutroner strømmer, udmunder. 4.4.2.5 Antal detektorerBegge konfigurationsklasser kan variere i antallet af detektorer; følsomheden vil være proportional med den rumvinkel, som det samlede antal detektorer dækker. Det vil typisk være billigere at dække denne rumvinkel med få store end mange små detektorer (variationer kan dog forekomme); med mange detektorer følger en tilsvarende kompliceret elektronik. Med to eller flere detektorer fås muligheden for detektion af coinciderende fotoner; for en given af detektorer dækket rumvinkel vil chancen for at detektere en coincidens gå mod 1 for antallet af detektorer gående mod uendeligt (idet coinciderende fotoner da er sikre på at ramme forskellige detektorer). Det økonomiske og praktiske optimum vil sandsynligvis ligge mellem 2 og 4 detektorer. I konfigurationer, hvor detektorernes maksimale tællerate begrænser den samlede ydeevne, vil flere detektorer samlet set betyde en højere tællerate og dermed en højere ydeevne (idet størrelsen af neutronkilden da kan øges). 4.4.3 Kvantitativ optimeringOptimeringen er kendetegnet ved at kunne formuleres, så den er tilgængelig for numeriske standardmetoder for "constrained optimization". Dette kræver, at det er muligt at definere en objektfunktion, der dels kan evalueres maskinelt (f.eks. gennem simulering) og dels rummer de omkostninger, der er forbundet med et givet design [7]. Dette kræver:
Det har inden for projektets rammer ikke har været muligt at opbygge software til at gennemføre en sådan optimering [8], idet dog dele af fundamentet til en fremtidig implementering af dette er lagt. I forbindelse med design af demonstrationsanlægget er der derfor kun udført modelbaserede optimeringer af enkeltparametre. 4.5 Signalanalyse4.5.1 Databehandlingens rolleFormålet med signalbehandlingen er - gennem hensigtsmæssig signalbehandling - at generere de bedste sorteringsvalg ud fra de til rådighed værende målinger. Denne opgave består i at finde de bedste metoder til at ekstrahere meningsfuld information fra det tilgængelige målesignal samt til at beslutte på basis af denne information. Signalbehandlingen er da todelt, idet den deles i en offline analyse- og en online implementeringsdel:
4.5.1.1 KalibreringerMålesignalet består af et meget stort antal Poissonfordelte stokastiske variable, hvor det gælder, at forventningsværdien (lambda) varierer lineært med tilstedeværelsen af en givet analyt (grundstof eller kombinationer af grundstoffer) i målevoluminet. Det gælder da, at der eksisterer en vægtning af alle variable, således at den vægtede sum udtrykker tilstedeværelsen af analyt med bedst muligt signal/støjforhold. En sådan vægtning betegnes en kalibrering. Kalibreringer kan beregnes ud fra metoder fra den multivariate analyse (der også kendes som kemometri). Det aktuelt meget store antal variable har dog betinget en modifikation af standardmetoderne, hvor der er indført en præ-summering af variable baseret på sammenlignelig adfærd i analytrummet, hvor variable, der udtrykker identisk respons er summeret, med vægtninger beregnet ud fra de enkelte variables signal/støjforhold. Dette har resulteret i størrelsesordenen 60 sumvariable. Herpå er der udført principal komponent-analyse (PCA), hvorefter kalibreringer er beregnet ved principal komponent-regression (PCR). 4.5.1.2 SorteringPå grund af målesignalets karakter af at være Poissonfordelt, vil signal/støjforholdet af målingen blive bedre, jo flere målinger der for et givet emne kan benyttes, dvs. jo længere der måles på et måleemne. Idet sorteringens kvalitet afhænger af den til grund liggende måling, er der således en modstrid mellem kvalitet af sorteringen, og den hastighed, den kan foregå ved. Det binære sorteringstilfælde er det letteste at behandle statistisk. Her tages der udgangspunkt i, at en given, relevant forskel mellem måleemner, der afspejler en korrekt klassifikation af disse emner i to kategorier, skal medføre en sortering af disse emner med en given fejlprocent. Sensoren er inden for en given måletid i stand til at karakterisere denne forskel med en given kvalitet. Kvaliteten kan udtrykkes i det antal standardafvigelser af støjen, hvormed forskellen kan bestemmes inden for den givne tid. Idet denne størrelse, som følge af målesignalernes karakter (Poissonfordelte målesignaler) afhænger af kvadratroden af måletiden, og er lineær mht. størrelsen af den relevante forskel, kan sensorens karakteriseringsevne A benævnes med en størrelse med enheden A = st.afv. / (sqrt(sek.) * forskel). Når denne størrelse er bestemt for en given sorteringsopgave (forskel) kan kvaliteten af en mulig sortering, som funktion af måletid, simpelt beregnes ud fra formelen for en normalfordeling. Dette kan eksemplificeres ved følgende tabel. For demonstrationsanlægget findes, med en kalibrering for PVC-plast, følgende ydeevne (se kapitel om forsøg og resultater): A = 0.237 st.dev. / (sqrt(sek.) * g PVC) Den relevante forskel er her mængden af PVC i målevoluminet i forhold til en tilsvarende mængde ikke-PVC-plast. Tabel 3 angiver den symmetriske fejlsorteringssandsynlighed (sandsynligheden for, at et emne klassificeres forkert, hvis klassifikationskriteriet er symmetrisk, som 0 – 100 %) som funktion af måletid og emnevægt, baseret på ovenstående A-værdi. Tabel 3. Symmetrisk fejlsorteringssandsynlighed som funktion af måletid og emnevægt
Målekvaliteten er proportional med emnevægten og kvadratroden af måletiden. Normalfordelingsfunktionen er imidlertid meget ulineær, hvilket medfører de meget forskellige tal. Konsekvensen af ovenstående er, at kapaciteten (kg/tid) af sorteringen vil være proportional med emnevægten i tredje. På tilsvarende vis kan beregnes nødvendig måletid for en given ønsket kvalitet. Nedenstående tabel angiver kapaciteten af en sortering, i kg/time, under forudsætning af, at sensorens tid kan udnyttes 100 %. Tabel 4. Beregnet kapacitet som funktion af emnevægt og sorteringskvalitet.
Der vil ofte være et ønske om et skævt kvalitetskriterium, idet konsekvens af fejlsortering ikke er den samme for forskellige kategorier. Sortering i flere kategorier end to kan behandles analogt, men er mere kompliceret. Man må her for hver kategori betragte forskelle i målesignal vedrørende andre kategorier som støj. Herved bliver sorteringskvaliteten afhængig af sammensætningen af en given population af emner. 5 Konklusion på undersøgelserHovedkonklusionen på det teoretiske designstudium og anvendelsesstudiet er, at PGNAA med fordel både miljømæssigt og økonomisk vil kunne benyttes som sensor i sorteringssystemer til flere problematiske affaldsstrømme, og at det vil være muligt at fremstille PGNAA-sensorer, der opfylder de tekniske krav til kapacitet og detektionsgrænser. Baseret på detaljerede undersøgelser og beregninger af det miljømæssige og økonomiske potentiale prioriterede følgegruppen projektets fokus på disse affaldsfraktioner således: 1. PVC 2. Erhvervsaffald 3. Printkort: Ædelmetaller, PCB-kondensatorer, mm. 4. Kontrol/oplæring på kommunale genbrugsstationer 5. Brændselspiller 6. Slagge fra affaldsforbrændingsanlæg 7. Affaldstræ idet behandlingen af printkort med ædelmetaller og PCB-kondensatorer typisk sker i de samme virksomheder og derfor betragtes under et. Det blev derfor besluttet at konstruere demonstrationsanlægget til sortering af affaldsplastik med blød PVC. Anlægget blev designet, så det også er i stand til at sortere andre affaldsfraktioner som PCB-kondensatorer, brændselspiller, etc. Anlæggets eneste mekaniske begrænsning er måleportens dimensioner (9 x 18 cm). Demonstrationsanlægget kan også karakterisere – men ikke sortere - andre typer affald som affaldstræ og slagge fra affaldsforbrændingsanlæg. Fordele ved udsortering af PVC Der vil være store miljøfordele ved at udsortere PVC fra blandede affaldsplastfraktioner, idet en mindre mængde PVC vil ende i affaldsforbrændingsanlæg med de mange fordele, det har for miljøet (mindre forbrug af kalk, mindre flyveaske til deponi, mm.). Sorteringsanlægget vil gøre de muligt at udnytte "PVC-tynde" affaldsfraktioner og dermed udvide "oplandet" for PVC-behandlingsanlæg, og dermed give et oparbejdningsanlæg den nødvendige mængde materiale. Økonomien for et kommercielt sorteringsanlæg er god - vi skønner, at behandlingsprisen vil ligge i størrelsesordenen 26 DKK/t udsorteret PVC for et anlæg til 48.000 t PVC-affald/år. Selve sorteringsopgaven vil kunne udføres med kendte sorteringsmekanismer, hvilket sammen med PGNAA's store følsomhed giver en stor sandsynlighed for succes. Samtidig kunne demonstrationsanlæggets konstrueres, så andre typer affald kunne afprøves. Erhvervsaffald Sorteringen af erhvervsaffald vil kræve et samarbejde mellem PGNAA-sensoren og vision system. Det ligger uden for dette projekts økonomi at bygge dette dyre og komplicerede demonstrationsanlæg - men sortering af erhvervsaffald er en meget højt prioriteret anvendelse af PGNAA-sensorer. Demonstrationsanlægget vil kunne karakterisere udvalgte stykker neddelt erhvervsaffald. Sortering af printkort og PCB-kondensatorer De miljømæssige fordele ved automatisk sortering af printkort er ikke store, idet alle kondensatorer i forvejen frasorteres. Et automatisk sorteringsanlæg vil dog kunne øge mængden af aluminium, som kan oparbejdes, samtidig med at PCB-holdige kondensatorer med sikkerhed frasorteres uanset mærkning. Et sorteringsapparat til printkort baseret på den beslægtede teknologi, neutronaktivering, der samtidig analyserer og sorterer efter indholdet af ædelmetaller vil med stor sandsynlighed kunne bringes til at fungere. Selv om vores skøn over økonomien for et sorteringsanlæg viste et stort potentiale, er usikkerheden for stor til, at vi turde beslutte at bygge demonstrationsanlægget til sortering af printkort. Kontrol/oplæring på kommunale genbrugsstationer Da stort set alle kommuner har genbrugspladser, er potentialet for scannere til PVC- og imprægneret træ umiddelbart stort. Men prisen for en scanner til PVC-affald vil koste ca. 500.000 DKK for den første. Prisen ved større styktal vil være væsentlig lavere. En scanner, der skal kunne detektere både PVC og imprægneret affaldstræ vil være dyrere. Vi vurdere, at prisen undre alle omstændigheder vil være høj for til, at en enkelt kommune vil kunne investere i en scanner. Brændselspiller Designstudiet viser, at sensorsystemerne vil kunne fungere; men at det er nødvendigt med praktiske forsøg for, at vi kan afgøre effektivitet af sensoren Set i lyset af de klare økonomiske, men knap så store miljømæssige fordele, anbefaler vi, at demonstrationsanlægget ikke bygges specifikt til dette formål; Slagge fra affaldsforbrændingsanlæg Vi vurderer behandlingsprisen for et anlæg, der kan sortere opslemmet slagge fra affaldsforbrændingsanlæg efter det totale indhold af Cu, til kun at være 15 DKK/t tilført affald, men de miljømæssige fordele er begrænsede, da anlægget ikke vil kunne sortere slaggen efter tendensen til udvaskningen af Cu. Slaggen vil skulle transporteres i en vandig opslæmning igennem sensorens moderator. Vi vurderer, at det ligger uden projektets økonomi at bygge og afprøve sortering af slagge fra affaldsforbrændingsanlæg. Sortering af affaldstræ Da behovet og markedspotentialet for sortering af affaldstræ ikke er afklaret, bør demonstrationsanlægget ikke designes til affaldstræ. Stykker af affaldstræ vil kunne karakteriseres i demonstrationsanlæggets sensor. Teoretisk designstudium Gennem det teoretiske designstudium har FORCE nu udviklet et samlet teoretisk grundlag, der betyder, at vi er klædt på til at designe, optimere og konstruere PGNAA-sensorer. Vi har desuden lagt grunden til en fremtidig implementering af systematisk design-optimeringsværktøj. 6 Prøveopstilling6.1 IntroduktionDer er som led i projektet bygget et PGNAA-demonstrationsanlæg.
Figur 11. Demonstrationsanlægget Formålet med anlægget er
6.2 DemonstrationsanlæggetDemonstrationsanlægget er bygget efter den under det tekniske forstudium beskrevne konfiguration "fællesmoderator, to kilder, to detektorer". Denne konfiguration er valgt af følgende grunde:
Figur 11 viser demonstrationsanlægget i sin helhed. Anlægget domineres af moderatoren, der består af polyethylen og kan ses som en sort, tilnærmet kubisk klods med sidelængden ca. 700 mm. Gennem moderatoren løber prøvekanalen, i hvis midte målevolumenet befinder sig. På Figur 11 ses tillige computerkonsollen, hvor data opsamles, behandles og vises og logges, og hvorfra anlæggets udkaster styres. Gennem prøvekanalen løber et smalt transportbånd, hvis hastighed kan reguleres mellem 0,05 og 1,50 m/s. Prøvekanal og transportbånd kan ses på Figur 12 og Figur 13. Det ses, at prøvekanalen forløber ubrudt igennem moderatoren (såvel neutroner som prompt gamma gennemtrænger kanalens væg).
Figur 12. Indgangshullet til målekanalen; transportbåndet igennem denne.
Figur 13. Målekanalen; det forreste batteri er i centrum af målevoluminet. Målekanalen er dimensioneret "så lille som muligt" (idet dette giver højest følsomhed), men så rimelige materialeprøver kan passere. Dette er gjort primært med henblik på PVC, hvor emnestørrelsen på beslutningstidspunktet var (og stadig er) uvis. Prøvekanalen er således gjort så stor, at PVC-emner af en størrelse, der medfører en i en industriel sammenhæng fornuftig kapacitet (vurderet som værende over 1.000 tons/år, se evt. kapacitetseksemplet i afsnit 3.1.5.1.2), kan passere [10]. Neutronkilderne er placeret over og under prøvekanalen, i blyindkapslinger. Der er herudover specielle zoner rundt om hver kilde, hvor moderatoren består af en blanding af bismutoxid og paraffin, idet førstnævnte, der er en (i øvrigt ugiftig) tungmetalforbindelse, absorberer uønsket gammastråling fra neutronkilde og moderationsprocessen, mens gode moderatoregenskaber stadig opretholdes. Den positive effekt af dette arrangement er verificeret gennem simulering [11], ligesom den optimale afstand fra neutronkilde til kanalens væg er bestemt ved simulering. De to detektorer er placeret på hver sin side af målekanalen, den ene detektor kan ses på Figur 14. Detektorerne er kølede, idet dette giver en bedre effektivitet såvel som en bedre stabilitet af disse (køleren kan ses på Figur 15). Detektorerne er forsynet med såvel en neutronafskærmning som en retningsbestemt blyafskærmning, og er herudover isolerede af hensyn til kølingen. Som detektormateriale er valgt materialet BGO, der er kendetegnet ved dels at være relativt ufølsomt for neutronstråling, dels at have specielt god "stopping power" for de meget energirige gammafotoner, der bærer den mest værdifulde information i PGNAA-spektra. Til gengæld har materialet behov for moderat køling, dårligere energiopløsning end alternativet NaI(Tl), og en ganske høj pris. Da elektronik for detektion af coincidens ikke var kommercielt tilgængeligt til en for projektet rimelig pris, er der konstrueret en sådan elektronik, der via et interface kommunikerer med den tilknyttede PC. Elektronikken kan ses på Figur 16.
Figur 14. Den ene detektor; slanger til køling kan ses.
Figur 15. Gennemstrømningskøleren til detektorerne.
Figur 16. Detektorelektronik/computerinterface. Anlægget er forsynet med en simpel, pneumatisk udkaster, der styres af den tilknyttede PC, idet denne detekterer passage af emner gennem målevoluminet, beregner det pågældende emnes midtpunkt og aktiverer udkasteren, når emnet senere er udfor denne. Udkasteren kan ses på Figur 17; billedet er taget mens en NiCd-akkumulator (svævende) skydes af båndet.
Figur 17. Udkaster; et batteri kastes netop ud 6.3 SoftwareSoftwaren er hierarkisk opbygget og består af
7 Sorterings- og karakteriseringsforsøgDer er gennemført to slags forsøg:
Dele af de stationære forsøgsresultater er blevet brugt til at udarbejde kalibreringer med. Der er tillige kørt gennemløbsforsøg med udkasteren, men da denne er primært til demonstrationsbrug, er disse ikke rapporterede. På basis af det tekniske design studium og anvendelsesstudiet besluttede projektets følgegruppe, at udsortering af blød PVC fra en blandet affaldsplastfraktion skulle have højest prioritet ved udformningen af demonstrationsanlægget og test på anlægget. Både sensoren og sorteringsmekanismen er derfor konstrueret med dette for øje. Vi har dog søgt at udforme anlægget så generelt, at det også ville være muligt at afprøve både sortering og karakterisering af andre relevante affaldsstrømme. 7.1 PVC7.1.1 EmnerNedenstående tabel angiver udvalgte prøveemner: Tabel 5. PVC-prøveemner.
Emnerne kan ses på Figur 18.
Figur 18. Prøveemner i PVC-serien. 7.1.2 KalibreringKalibrering er udført på emnerne 2 og 8 samt tomt målegab, idet der er benyttet lange måletider (2.000 sek.). Der er udarbejdet to kalibreringer, der predikterer henholdsvis g PVC og g PE i målevoluminet. 7.1.3 ForsøgDer er til afprøvning af kalibreringen foretaget 10 målinger med tomt målegab samt 4 målinger for hvert af de 10 emner med måletid 20 sek. pr. måling. I Figur 19 er resultatet af målingerne vist som histogram, idet øverste graf viser resultatet af kalibreringen for PVC, mens nederste graf viser kalibreringen for PE. De første 10 målinger er med tomt målevolumen, herefter kommer 4 målinger for prøve 1, 4 for prøve 2 etc. Figur 19. resultat af stationært forsøg med PVC-prøveemnerne. Det ses med stor tydelighed, at sensoren korrekt bestemmer emnerne 1-6 som værende PVC, og emnerne 7-8 som PE. De resterende emner er udenfor kalibreringen; PE-prediktoren reagerer positivt, antageligt på grund af disse emners indhold af hydrogen. Bemærk, at responsen ikke er korrigeret for vægten af emnet. Karakteriseringshastigheden er beregnet baseret på den observerede standardafvigelse af de 10 tomgabsmålinger og de 4 målinger af emne 6 og er fundet til at være 0.237 stdev * sqrt(sek.)-1 * g-1. Målingerne er herefter evalueret som grundlag for sortering. Målemetoden har en indbygget ulinearitet som følge af forbrug og refleksion af neutroner for kompakte emner. Idet det antages, at de enkelte emners vægt og projicerede overfladeareal er let tilgængeligt målte størrelser for hjælpesensorer, er der indført en empirisk korrektion for "kompakthed" af arten K = (1 + 0.15 * vægt/areal)/vægt, (idet det selvsagt antages, at vægt > 0) Målingerne, bestående af det ovenfor viste 2-dimensionale datasæt er herefter underkastet klyngeanalyse [12] for at generere en objektiv gruppering af emnerne. Den heraf resulterende graf, et såkaldt dendrogram, er afbildet i Figur 20. Figur 20. Dendrogram af PVC-serien. Det ses at:
7.1.4 KonklusionSortering i PVC / ikke-PVC er mulig og enkel; klyngeanalysen viser, at karakteriseringen er tilstrækkelig robust til at blive benyttet til sortering. Den fundne karakteriseringshastighed er tilstrækkelig for industrielt relevant sortering (tusinder af tons/år). 7.2 PCB-holdige kondensatorerFigur 21 viser 5 kondensatorer, hvoraf nogle af dem mistænkes for at indeholde PCB.
Figur 21. PCB-kondensator-serien. Tabel 6. PCB-kondensator-serien.
Ud fra mærkningen af kondensatorerne er det ikke umiddelbart muligt at afgøre om de indeholder PCB eller ej. 7.2.1 KalibreringKalibreringen for PVC benyttes. 7.2.2 ForsøgDet ikke har været muligt inden for projektets rammer at fremskaffe sikre oplysninger om PCB-indhold af specifikke kondensatorer. Der er derfor søgt efter et klorindhold som sådan. Kondensatorerne er kørt igennem demonstrationsanlægget med en klor-følsom kalibrering. Til sammenligning er medtaget emne 1 fra PVC-sættet (87,1 g hård PVC-rør). Figur 22. Kurveforløb af forskellige kondensatorer og PVC-stykke. Figur 22 viser kurveforløbet, når emnerne efter hinanden sendes gennem sensoren. PVC-stykket er brugt både som separator og reference. Det ses, at
7.2.3 KonklusionDer er tilsyneladende meget stor forskel på klor-indholdet i de 5 kondensatorer. Det forekommer sandsynligt, at i hvert fald kondensatorerne 1 og 4 indeholder PCB. Det konkluderes, at det er muligt at sortere kondensatorer i PCB- og ikke-PCB-holdige. Den fundne karakteriseringshastighed er tilstrækkelig for industrielt relevant sortering (tusinder af tons/år). 7.3 NiCd-akkumulatorer7.3.1 EmnerDer er valgt batterier af størrelserne C ("mellemstor lommelygtetype") og SC (grundelement i f.eks. batteripakker til håndboremaskiner), samt et enkelt NiCd-element i AA-størrelse for at bestemme karakteriseringshastigheden. Tabel 7. Batteri-prøveemner.
Emnerne er gengivet i Figur 23.
Figur 23. NiCd-sættet, emner 1 – 10. 7.3.2 kalibreringKalibrering er udført på emnerne 1, 3, 6 og 7 samt tomt målegab, idet der er benyttet lange måletider (2000 sek.). Der er udarbejdet to kalibreringer, der predikterer henholdsvis g NiCd og NiMH i målevoluminet. 7.3.3 ForsøgDer er til afprøvning af kalibreringen foretaget 20 målinger med tomt målegab samt 5 målinger for hvert af de 10 emner. I Figur 24 er resultatet af målingerne vist som histogram, idet øverste graf viser resultatet af kalibreringen for NiCd, mens nederste graf viser kalibreringen for NiMH. De første 20 målinger er med tomt målevolumen, herefter kommer 4 målinger for prøve 1, 4 for prøve 2 etc.
Figur 24. Resultat af stationært forsøg med NiCd-prøveemnerne. Det ses med stor tydelighed, at sensoren korrekt bestemmer emnerne 1-5 som værende NiCd. Kategoriseringen af resten af emnerne er mere usikker; kalibreringen overfor NiMH kan ikke skelne mellem NiMH, alkaline eller brunstensbatterier (disse sidste har heller ikke været med i kalibreringen). Heller ikke her er responsen korrigeret for vægten af emnet. Karakteriseringshastigheden er beregnet baseret på den observerede standardafvigelse af de 20 tomgabsmålinger og de 5 målinger af emne 5 og er fundet til at være 0.258 stdev * sqrt(sek.)-1 * g-1. Målingerne er herefter evalueret som grundlag for sortering ved at underkaste dem klyngeanalyse i lighed med PVC-serien. Målingerne er i modsætning til denne serie kun korrigeret for vægt. Dendrogrammet er afbildet i Figur 25.
Figur 25. Dendrogram af NiCd-sættet. Det ses at:
7.3.4 KonklusionSortering i NiCd / ikke-NiCd er mulig og enkel; klyngeanalysen viser, at karakteriseringen er tilstrækkelig robust til at blive benyttet til sortering. Den fundne karakteriseringshastighed er tilstrækkelig for industrielt relevant sortering (tusinder af tons/år). 8 Strålehygiejniske overvejelserEt apparat til sortering af PVC kan baseres på en lukket strålekilde af størrelsesordenen 107 n/s. Andre anvendelser vil kræve en kilde med nogenlunde samme styrke. Anvendelse af apparater indeholdende strålekilder, er reguleret under gældende lovgivning; i Danmark vil et sådant apparat skulle godkendes af Statens institut for Strålehygiejne [13]. Ved godkendelse af et sådant apparat vil der blandt andet blive lagt vægt på:
At opfylde disse krav i et fuldskala-apparat skønnes ikke at volde problemer. En mulig alternativ løsning er at benytte en acceleratorbaseret kilde, der, i lighed med en røntgenkilde har den fordel at være strålingsfri, når apparatet er afbrudt. Hermed vil en række procedurer for anvendelse og servicering af apparatet blive simplere. En acceleratorløsning vil dog være væsentlig dyrere end én baseret på lukkede strålekilder. 9 Forslag til fremtidige arbejder
9.1 PGNAA's muligheder i PVC-behandlingsprocesserFlere forsøg på demonstrationsanlægget med udsortering af både blød og hård PVC fra en blandet affaldsplastfraktion viste, at det er teknisk muligt at udsortere PVC-stykker ned til ca. 20 g med den sorteringssikkerhed og hastighed, som et industrielt anlæg kræver. I de gængse affalds-PVC-behandlingsprocesser - fx RGS 90's to teknologier – bliver PVC-affaldet neddelt til ca. 2-3 mm (svarende til en masse på under 1 g) inden den kemiske/termiske behandling. Både teoretisk og praktisk har vi vist, at den nødvendige tid at detektere så små PVC-stykker vil være helt urealistisk lang (~ sekunder), og at det ikke vil være økonomisk realistisk at implementere et PGNAA-system på et forsorteringsanlæg. Hvis neddelingen af affaldsplasten derimod kan ske i to trin, hvor størrelsen af PVC-stykkerne fra det første trin svarer til ca. 20 g, vil et PGNAA-baseret sorteringssystem have stor miljømæssig effekt og være meget rentabelt. En skitse af delprocesserne i et anlæg bygget efter dette princip er vist i Figur 2 på side 22. Vi skønner, at meromkostningerne til at indføre den ekstra neddelingsproces vil være marginale sammenlignet med de fordele, som systemet have både økonomisk og for miljøet. FORCE vil gøre leverandørerne af PVC-behandlingsanlæg opmærksom på denne fordel. 9.2 Cadmium i PVCVores forsøg har vist, at PGNAA med stor sikkerhed og hastighed kan detektere cadmium (Cd) i meget små mængder. Da Cd ofte benyttes som stabilisator i PVC vil det være en oplagt idé at udvide en udsortering af PVC fra en blandet plastfraktion til udsortering i to PVC-fraktioner – én med og én uden Cd. PGNAA-sensoren kan detektere klor i PVC og Cd samtidig, så den ekstra mulighed giver både store miljømæssige og økonomiske fordele, idet PVC-behandlingsprocesserne for den Cd-frie PVC-fraktion vil kunne spare procestrin til udfældning af Cd. 9.3 Multisensorbaseret sortering af batterierPGNAA-sensoren er effektiv til detektion af Cd, men hastigheden er mere moderat, når sensoren skal detektere mangan (Mn) og nikkel (Ni) i, som er meget almindelige stoffer i batterier. FORCE har derfor udtænkt et nyt sorteringskoncept. I kombination med røntgenbillede-analyse vil PGNAA være et både miljørigtigt og konkurrencedygtigt alternativ til håndsortering eller eksisterende automatiske sorteringssystemer. FORCE markedsfører et batterisorteringssystem baseret på disse to sensorer under navnet SmartRAY. Systemet er vist på Figur 26. PGNAA vil i det kombinerede anlæg detektere NiCd-batterier, mens X-ray-billedbehandlingen vil detektere Mn-, NiMH- og Li-batterier (se Figur 26). Systemet vil således kunne sortere batterier i de fraktioner, som den videre oparbejdning kræver.
Figur 26. FORCE Technologys SmartRAY-system til batterisortering. SmartRAY - er meget omkostningseffektiv til sortering af tusindvis af ton pr. år, - måler i dybden, - detekterer flere grundstoffer samtidigt, - er ikke-destruktiv, - berøringsfri, - sorterer meget præcist og minimerer indflydelsen af menneskelige faktorer, - detekterer grundstoffer uanset om batterierne er tærede, deformerede eller har ødelagt overflade, - har automatisk indbygget dokumentation af sorteringen, - Er driftsikker, fordi den - ikke har bevægelige dele - ikke har fremstående dele i analyseområdet, - sikrer et godt arbejdsmiljø, - er fleksibel – muligt at skifte mellem forskellige driftstilstande, - er uafhængig af eksisterende og fremtidig kodning af batterier. FORCE vil søge at skaffe finansiering til et demonstrationsanlæg. 9.4 Bestemmelse af spormængder af kviksølv i batterierIfølge teorien vil PGNAA-sensorer også kunne detektere kviksølv i relativt små mængder, men det vil kræve, at sensoren har specielle og kølede detektorer, som demonstrationsanlægget ikke er udstyret med. Med FORCEs neutron transport simuleringsværktøj, der er udviklet i projektet, og vores erfaring inden for andre sensorteknologier vil FORCE kunne designe og fremstille denne specielle type PGNAA-sensor. Selv om kviksølv i stort omfang udfases i produktionen af fx batterier, kontakter mm., viser undersøgelser, at man må forvente, at der stadig mange år i endnu vil komme fx brugte batterier med væsentlige kviksølvmængder til sorteringsanlæg- og behandlingsanlæggene. Det vil derfor være en oplagt idé at gennemføre et designstudium og en efterfølgende udvikling af en PGNAA-sensor til kviksølv. Hvis der viser sig en efterspørgsel efter denne sensor, vil FORCE søge at skaffe finansiering til et demonstrationsanlæg. 9.5 Karakterisering/sortering af brændselspillerForbruget af træpiller til energiproduktion er steget voldsomt de sidste par år og vil fortsætte med at stige i de nærmeste år. Som eksempel kan nævnes, at Avedøreværkets blok 2 kommer til at bruge ca. 200.000 t træpiller pr. år. Efterspørgslen på brændselspiller baseret på biomasse er så stor, at mange nye leverandører - både danske og internationale - er trådt ind på det danske marked med piller af meget varierende kvalitet og oprindelse. Der er et udtalt behov for en hurtig analysemetode til både laboratorie-check og til online kontrol af brændselspiller, så energiproducenterne kan sikre, at bl.a. tungmetaller utilsigtet emitteres til luften eller ender i aske eller slagge. Biomassefyrede anlæg må kun brænde rent træ med mindre end 1 % limrester. PGNAA vil sandsynligvis kunne detektere nitrogen, som er et vigtigt grundstof, der indgår i lim i spånplader, limtræ, mm. 9.6 Systematisk optimering af PGNAA-sensorerGennem arbejdet i det teoretiske designstudium har FORCE lagt grunden til en implementering af et systematisk design-optimeringsværktøj. Hvis efterspørgslen på PGNAA-baserede sorteringsapparater vokser som forventet til f.eks. sortering af batterier og kondensatorer, vil det være en naturlig opgave, at optimere selve designfasen ved at automatisere designværktøjet. 10 ReferencerRef. 1: European Topic Centre on Waste and Material Flows Ref. 2: http://www.mst.dk/: Affaldstyper: Restprodukter fra affaldsforbrændingsanlæg Ref. 3: Cramer J., Malmgren-Hansen B., Overgaard J., "Metoder til Behandling af Tungmetalholdigt Affald. Fase 3", Januar 2003, Miljøstyrelsen J.nr. M 3288-0185. Ref. 4: Kristensen I.V., Identifikation og sortering af affaldstræ vha. farvereaktion, Workshop: Affaldsstrategier for imprægneret træ, Borås, 2001-11-14. Ref. 5: Cramer J., Pedersen N.H., "Sensor til detektering af imprægneret affaldstræ", 2002, Miljøstyrelsen J.nr. M 3288-0118. Ref. 6: EUROPA-PARLAMENTETS OG RÅDETS DIREKTIV 2000/76/EF af 4. december 2000 omforbrænding af affald Ref. 7: "Environmental Consequences of Incineration and Land filling of waste from electronic equipment" ;1995 Ref. 8: "Priority waste streams programme Waste from electrical and electronic equipment"; 1994 Ref. 9: "Miljøprojekt nr. 117"; Miljøstyrelsen; 1989. Ref. 10: http://www.kitco.com/market/euro_charts.html, 2003-06-25 Ref. 11: http://www.metalprices.com/, 2003-06-25 Ref. 12: E-mail af 2003-08-14 fra Jan Hohberg, Dir. H.J.Hansen Elektro-Miljø. Fodnoter[1] Betegnelsen hentyder til, at neutronerne har hastigheder af samme størrelsesorden som atomkernernes termiske bevægelser i stof, idet neutronen ved elastisk spredning (der i mange materialer vil være den dominerende reaktion) på tilfældig basis vil vinde eller tabe kinetisk energi. Hurtige neutroner (f.eks. fra en neutronkilde), der vekselvirker med stof ved elastisk spredning, vil herved tabe hastighed, indtil de er "termiske". [2] Størrelsen, der benævnes reaktionstværsnittet og måles i "barn" (10-24 cm2), varierer med op mod10 størrelsesordener gennem det periodiske system, uden åbenlys systematik. [3] Neutronkilder kan være baseret på radioaktive nukleider som Californium-252, der henfalder ved spontan fission og derved udsender neutroner, eller nukleider, der udsender alfastråling, i kombination med Beryllium, der ved alfa-bombardement udsender neutroner. Ønskes en meget høj neutronflux benyttes ofte et acceleratorrør baseret på deuterium-tritium-fusion; sådanne har i lighed med Røntgenrør den fordel at være strålingsfrie i slukket tilstand. [4] Spredningstværsnittet er et grundstofs evne til at indgå i en elastisk spredningsreaktion med en neutron. Herved mister neutronen noget af sin kinetiske energi; gentagne kollisioner bringer til sidst neutronens energiniveau ned i det termiske område. [5] De nukleare reaktionskæder og tidsdispersion i detektorerne sætter et samtidighedsvindue på i praksis ca. 30 ns. [6] Modellen som sådan består af en række statements i et geometri- og materiale-specifikations-sprog til simuleringspakken mgs. For at kunne checke validitet af inputfiler er der udviklet programmel til at visualisere den beskrevne model, idet visualiseringsprogrammellet POVray bruges til at generere den egentlige visualisering. [7] Som f.eks. at store detektorer er dyrere end små detektorer. [8] Dette vil også kræve beregningsresourcer, der pt. kun er tilgængelig gennem etablering af f.eks. en computercluster. [9] Demonstrationsanlægget har plads til to neutronkilder, ligesom der er indkøbt to. Kilderne er imidlertid indkøbt dobbelt så store som nødvendigt; og da de under projektet gennemførte forsøgsserier ikke har krævet et specielt homogent neutronfelt, er forsøgene gennemført med een kilde. Idet kilderne har begrænset levetid (halveringstid 2.67 år), er kilderne på den måde sikret en længere levetid, idet begge kilder kan monteres, når de er halveret ned til halv styrke. [10] Da sortering af NiCd-batterier på designtidspunktet ikke var på tale, er kanalen uheldigvis dimensioneret, så en almindelig batteripakke til håndværktøj ikke kan passere. [11] Det er ligeledes ved simulering undersøgt, hvorvidt en moderator baseret på en blanding af grafit og paraffin i stedet for polyethylen ville være en fordel, idet hypotesen var, at en mindre hydrogenkoncentration ville medføre færre hydrogen-capture-reaktioner. Simuleringerne kunne imidlertid afkræfte dette, hvorfor denne vej ikke er forfulgt. [12] Klyngeanalyse er en automatiseret analyseform, hvor algoritmen bygger et træ af målingerne, idet målingerne parres efter deres indbyrdes afstand. De tætteste målinger parres først og danner mindre grene, der efterhånden sammensættes til større grene og slutteligt danner et træ. Resultatet, der kaldes et dendrogram, er bygget uden tilføjelse af anden viden end målepunkterne, og udtrykker således en objektiv gruppering, der er egnet til at vurdere, hvorvidt målingerne kan danne grundlag for sortering. For at sortering skal være enkel, skal kategorier være fordelt på hver sin hovedgren. [13]. I udlandet vil tilsvarende lovgivning gøre sig gældende, med nogen variation i de administrative procedurer. Generelt er al lovgivning på dette område baseret på retningslinier udstedt af International Commision on Radiological Protection (ICRP - )
|

![Figur 4: Manuel sortering af affaldstræ har stor fejlprocent [Ref 4]](images/fig04.gif)