Rensning af MTBE-forurenet grundvand vha. propanoxiderende mikroorganismer
3 Del II: Reaktorforsøg
3.1 Teori
3.1.1 Reaktorvolumen og hydraulisk opholdstid
Hvis det vand, der skal renses stammer fra eksempelvis en afværgepumpning vil både indløbsflow og –koncentration (og dermed massebelastningen) være givet på forhånd. Er udløbskravet ligeledes givet, eksempelvis svarende til Miljøstyrelsens grundvandskvalitetskriterium på 5 mg/L, så vil den påkrævede specifikke massefjernelse for anlægget ligeledes være givet. I dette tilfælde vil det nødvendige reaktorvolumen, i henhold til ligning 3.1, være omvendt proportionalt med anlæggets volumetriske omsætningskapacitet. Med andre ord, så kan anlæggets størrelse minimeres, hvis der sikres en hurtig omsætning af den MTBE, der kræves fjernet i reaktoren.
 (3.1)
(3.1)
hvor Vol. er det nødvendige aktive reaktorvolumen [L], Q er den hydrauliske belastning [L/time], CMTBE er MTBE-koncentrationen i hhv. ind- og udløbsvandet [mg MTBE/L], VMTBE er den specifikke MTBE-nedbrydningsrate [mg MTBE/g protein/time] og X er biomassekoncentrationen i reaktoren [mg protein/L].
Som det fremgår af kapitel 2, så afhænger den specifikke MTBE-nedbrydningsrate (VMTBE) af en lang række faktorer, herunder de aktuelle mikroorganismer, koncentrationen af MTBE, propan og ilt samt temperaturen, næringssalte, tilstedeværelsen og koncentrationen af andre forureningskomponenter, pH m.v. Den størrelse, der indgår i ovenstående ligning, er den samlede specifikke omsætningsrate, der fås ved korrektion for de nævnte faktorer.
Hydraulisk opholdstid
Den nødvendige hydrauliske opholdstid (Th) er givet ved ligning 3.2.
 (3.2)
(3.2)
3.1.2 Reaktordesign
Der kan umiddelbart opstilles tre overordnede kriterier mht. valget af bioreaktordesign:
1. Effektivt og kompakt/pladsbesparende.
2. Lave anlægsomkostninger.
3. Lave driftsomkostninger.
Effektivt og kompakt
Hvis både indløbsflow og –koncentration, og dermed massebelastningen, er givet på forhånd, kan det ud fra ligning 3.1 sluttes, at muligheden for at minimere det nødvendige reaktorvolumen er begrænset til at øge den volumetriske omsætningskapacitet. Den tilbageværende design- og driftsmæssige udfordring ligger således i at opbygge og opretholde en høj biomassekoncentration i reaktoren, samt i, at skabe betingelser, der giver den højst mulige specifikke nedbrydningsrate.
Anlægsomkostninger
Anlægsomkostningerne kan principielt holdes nede ved at sikre et ukompliceret og kompakt reaktordesign, der er baseret på forholdsvist få komponenter, samt med udstrakt brug af standardkomponenter og et minimalt behov for udstyr til styring, regulering og overvågning (SRO).
Driftsomkostninger
Driftsomkostningerne kan holdes nede ved, at sikre et minimalt behov for tilsyn og SRO-enheder samt ved at sikre et lavt forbrug af elektricitet, ilt og primærsubstrat (propan).
Mulige designs
Eftersom den aktuelle kultur ikke synes tilbøjelig til at hæfte sig på et eventuelt bæremedium synes designmulighederne begrænset til reaktordesigns, der bygger på at holde biomassen suspenderet i reaktorvandet. Dette design er analog med den måde batchforsøgene i afsnit 2 er udført på, og princippet for f.eks. aktiv-slam anlæg på de kommunale rensningsanlæg.
Der er to overordnede muligheder mht. reaktordesign baseret på en suspension af mikroorganismer:
1. Kontinuert gennemløbsreaktor.
2. Sekventiel Batch Reaktor (SBR).
De to reaktortyper er gennemgået i det følgende.
3.1.2.1 Kontinuert reaktor
Princip
Den kontinuerte reaktor virker ved, at forurenet grundvand fra afværgepumpningen (kontinuert) løber ind og bliver opblandet med det vand, der allerede er i reaktoren. Her vil det fortrænge et volumen, der svarer til det volumen, der er løbet til, således at Qud = Qind. Næringssalte, propan og ilt tilføres reaktoren kontinuert i mængder/koncentrationer, der sikrer den ønskede (maksimale) volumetriske omsætningskapacitet.
Kvaliteten af det rensede vand i udløbet svarer til kvaliteten af det vand der er i reaktoren, hvorfor koncentrationen af alle stoffer i udløbet er lig koncentrationen i reaktoren. Den principielle opbygning for gennemløbsreaktoren fremgår af figur 3.1.
Figur 3.1: Principiel opbygning af gennemløbsreaktor.
De ovenfor nævnte egenskaber for gennemløbsreaktoren kan have nogle uheldige konsekvenser for reaktordriften i nærværende sammenhæng.
Lav omsætningskapacitet
Eksempelvis betyder det, at hvis kravet til afløbskvaliteten for MTBE er 5 mg/L, svarende til Miljøstyrelsens grundvandskvalitetskriterium, så må koncentrationen inde i filteret (den som mikroorganismerne oplever) også maksimalt være 5 μg/L. Da den volumetriske MTBE-omsætningskapacitet samtidig afhænger af MTBE-koncentrationen, jf. Michaelis-Menten relationen i ligning 2.10, betyder det, at omsætningskapaciteten dikteres direkte af udløbskravet; jo skrappere krav til udløbskvaliteten, jo lavere bliver den opnåelige omsætningskapacitet for anlægget.
Højt forbrug
Ydermere betyder det, at de betingelser, der er optimale for at opnå en høj omsætningsrate; f.eks. koncentration af propan, ilt og næringssalte, ligeledes vil være gældende for udløbsvandet. Der hældes så at sige propan og ilt i afløbet, efter der er brugt ressourcer på at overføre dette til reaktorvandet. Ligeledes kan det, afhængigt af afledningssituationen, naturligvis være et problem, at det rensede vand indeholder næringssalte.
Simpelt design
På den anden side er der tale om et forholdsvist simpelt design med brug af få anlægskomponenter; herunder med et minimalt behov for SRO-enheder, hvilket, alt andet lige, vil medføre lave anlægs- og driftsomkostninger. De designmæssige konsekvenser er illustreret og sammenlignet med SBR-designet via nogle overslagsberegninger i afsnit 3.1.2.3.
3.1.2.2 Sekventiel batch reaktor (SBR)
Princip
Den sekventielle batch reaktor virker ved at forurenet grundvand fra afværgepumpningen (kontinuert) løber ind i en opholdstank af ca. samme volumen som selve reaktoren. Med jævne mellemrum pumpes vandet fra opholdstanken over i selve reaktoren. Herefter lukkes for indløbet til reaktoren, og den biologiske proces gives tid til at forløbe. Under nedbrydningen starter MTBE-koncentrationen således med at være høj, mens den gradvist bliver lavere og lavere, under forbrug af propan, ilt og næringssalte. Når MTBE-koncentrationen har nået et niveau svarende til udløbskriteriet, åbnes udløbsventilen, og det rensede vand tappes af. Udløbsventilen lukkes og der pumpes på ny forurenet vand fra opholdstanken over i den biologiske reaktor. Den principielle opbygning for en sekventiel batch reaktor fremgår af figur 3.2.
Figur 3.2: Principiel opbygning af sekventiel batch reaktor.
De ovenfor nævnte principper for SBR-designet har nogle åbenlyse fordele og ulemper i forhold til on-site rensning af forurenet grundvand.
Høj omsætningsrate
Den primære fordel ved SBR-designet er, at det giver anledning til højere omsætningsrater for det primære forureningsstof (altså MTBE) end f.eks. det kontinuerte reaktordesign. Dette skyldes, at MTBE-koncentrationen i starten af nedbrydningsforløbet er forholdsvist høj, hvilket i henhold til Michaelis-Menten ligningen giver anledning til høje volumetriske omsætningsrater. Kun i slutningen af rensningsprocessen, når MTBE-koncentrationen er ved at nå ned på udløbskravet, vil omsætningsraten være lige så lav som for det kontinuerte reaktordesign.
Lav hydraulisk opholdstid
Den højere omsætningsrate giver, alt andet lige, anledning til en lavere nødvendig hydraulisk opholdstid, jf. ligning 3.2, og dermed et mindre nødvendigt reaktorvolumen, samt et mere kompakt anlæg. På den anden side kræver fyldning og tømning af bioreaktoren tid, ligesom der kan være et tidsforbrug forbundet med tilbageholdelse af den suspenderede biomasse (sedimentation, flotation eller membranfiltrering).
Lavt substratforbrug
Sammen med en lav opholdstid opnås et lavt substratforbrug, som skyldes, at en given mængde MTBE, nedbrydes på et kortere tidsrum, hvor mikroorganismerne når at forbruge en mindre mængde propan.
Lavt iltforbrug
Med et lavt substratforbrug følger også et lavt iltforbrug, og dermed et mindre behov for masseoverførsel af gas (propan og ilt) til væskefasen.
Opholdstank påkrævet
Som anført ovenfor kræver designet dog, at der opstilles en opholdstank til opsamling af det oppumpede grundvand mens de biologiske processer forløber bioreaktoren. Alt andet lige må dette naturligvis betragtes som en ulempe, set i forhold til f.eks. det kontinuerte reaktordesign.
På den anden side giver SBR-designet, som nævnt ovenfor, anledning til et mere kompakt design af selve biofilteret, således at den samlede anlægsstørrelse ikke nødvendigvis bliver dobbelt så stor.
Ydermere er der mulighed for, med få justeringer, at udbygge opholdstanken til et (aerobt) forfilter til udfældning af jern og mangan samt fjernelse af f.eks. BTEX, jf. figur 3.3; foranstaltninger der kan vise sig hensigtsmæssige eller nødvendige, uanset hvilket reaktordesign, der benyttes.
Figur 3.3: SBR-reaktor med opholdstank ombygget til forfilter.
Kompliceret design
Samlet set vurderes SBR-designet, at være betydeligt mere kompliceret end det kontinuerte design. Som konsekvens af dette må der påregnes et betydeligt behov for SRO-enheder, for at opnå en optimering af de biologiske processer, herunder til løbende monitering (og regulering) af MTBE-, propan-, ilt- og næringssaltkoncentrationerne. Derudover kræves der enheder til styring og regulering af pumper, ventiler og biomasseseparation, hvilket, alt andet lige, vil medføre høje anlægs- og driftsomkostninger. Det komplicerede design må ligeledes forventes at give anledning til større omkostninger til opsætning og indkøring af et givent anlæg.
De designmæssige konsekvenser ved SBR-designet er illustreret og sammenlignet med det kontinuerte design via nogle overslagsberegninger i afsnit 3.1.2.3.
3.1.2.3 Overslagsberegninger
Numerisk model
På baggrund af Michaelis-Menten kinetik, samt resultaterne opnået i batchforsøgene er der udarbejdet en numerisk model, som er benyttet i nedenstående overslagsberegninger for SBR-anlægget. Modellens ligningsgrundlag og forudsætninger er beskrevet i bilag D.
Beregningsgrundlag
Der tages udgangspunkt i design af et biologisk filter til en hydraulisk belastning på 2 m³/time, 90% massefjernelse, samt Michaelis-Menten relationerne for omsætningsraten for propan og MTBE (hhv. ligning 2.8 og 2.10). Ydermere antages en biomassekoncentration i anlægget på 2 mg biomasse/L (≈ 1 g protein/L) samt, at der opretholdes næroptimale forhold mht. ilt (4 mg/L), propan (0,3 mg/L) og næringssalte. Anlægget drives ved 23°C, svarende til temperaturen under batchforsøgene.
I en SBR-reaktor kan propankoncentrationen variere under nedbrydningsforløbet. I beregningerne er propankoncentrationen således sat til 0,2-0,4 mg/L, så den er sammenlignelig med middelværdien på 0,3 mg/L antaget i beregningerne for den kontinuerte reaktor.
Rensning fra 10 til 1 mg MTBE/L
Vi betragter først et biofilter, der er designet til at rense fra 10 mg MTBE/L i indløbet til 1 mg MTBE/L i udløbet (90% rensning). Anlægget behandler altså 2 m³/time og fjerner 18 g MTBE/time.
Under disse betingelser estimeres det nødvendige reaktorvolumen for en kontinuert reaktor til 3 m³, svarende til en hydraulisk opholdstid på 1,5 time, og et biologisk propanforbrug på ca. 230 g propan/m³ renset vand (ca. 25 g propan/g MTBE).
For SBR-reaktoren estimeres den hydrauliske opholdstid til 0,4 time, svarende til et effektivt reaktorvolumen på 0,8 m³, og et biologisk propanforbrug på ca. 60 g propan/m³ renset vand (ca. 6,7 g propan/g MTBE). Ved SBR-designet må der dog påregnes ekstra anlægskapacitet, idet der går tid med fyldning, tømning og biomasseseparation. Hvis det ”inaktive” tidsrum skønnes til samlet 12 minutter, vil det svare til en forøgelse af den hydrauliske opholdstid på 50%, hvorfor det faktiske reaktorvolumen bliver 1,2 m³, i stedet for 0,8 m³. Samtidig er der behov for en opholdstank af samme størrelse som reaktoren, således at det samlede tankvolumen bliver 2,4 m³.
Som det ses af ovenstående sammenligning kan det samlede tankvolumen skønsmæssigt mindskes med 20% ved anvendelse af SBR-designet frem for det kontinuerte design, inklusiv den påkrævede opholdstank. Ydermere mindskes det specifikke propanforbrug med næsten 75%.
Rensning fra 1 til 0,1 mg MTBE/L
Hvis vi nu betragter et biofilter, der er designet til at rense fra 1 mg MTBE/L i indløbet til 0,1 mg MTBE/L i udløbet, har vi et anlæg, der behandler altså 2 m³/time og fjerner 1,8 g MTBE/time.
For begge anlægskonstruktioner opnås stort set samme hydrauliske konfiguration som ovenfor (ca. 5% reduktion af hydraulisk opholdstid og anlægsvoluminer). For det kontinuerte anlæg beregnes et biologisk propanforbrug på ca. 225 g propan/m³ renset vand, svarende til ca. 250 g propan/g MTBE. For SBR-designet opnås tilsvarende et biologisk propanforbrug på ca. 56 g propan/m³ renset vand, svarende til ca. 60 g propan/g MTBE.
Den relative gevinst ved at benytte SBR-designet, både mht. anlægsstørrelse og det specifikke propanforbrug, er altså det samme for de to scenarier.
Iltforbrug
Hvis der antages et specifikt iltforbrug forbundet med nedbrydningen af propan og MTBE på hhv. 3,4 og 2,7 g ilt/g substrat, svarende til lav vækst på propan og fuldstændig mineralisering af MTBE, kan der for ovenstående scenarier beregnes et iltbehov på 800 og 230 g ilt/m³ renset vand for hhv. den kontinuerte reaktor og SBR-reaktoren.
Masseoverførsel
Ud fra ovenstående overslagsberegninger kan det beregnes, at der for det kontinuerte reaktordesign samlet set skal overføres ca. 1.000 g ilt og propan (gas) pr. m³ vand der renses, mens der for SBR-designet skal overføres ca. 290 g ilt og propan pr. m³ vand, der renses. I begge tilfælde er der tale om ganske betragtelige mængder, der vurderes at ville stille forholdsvist store krav til den tekniske løsning af gas-væske overførsel.
Masseoverførsel pr. tid
I forhold til den praktiske udførsel af et biologisk anlæg bliver det springende punkt naturligvis, hvor lang tid der er til at overføre den beregnede mængde gas til væskefasen. Med andre ord, hvor lang bliver den faktiske hydrauliske opholdstid (= behandlingstid) i anlægget. De to vigtigste faktorer af betydning for den faktiske nødvendige opholdstid vurderes at være den opnåelige biomassekoncentration og temperaturen. I den forbindelse er det væsentligt at påpege, at ovenstående beregninger er udført ved en antaget temperatur på 23°C og ikke 10-15°C, som må formodes at ville blive gældende for faktiske on-site anlæg. Samtidig er den anvendte mikrobielle kultur i batchforsøgene fundet ganske temperaturfølsom.
3.2 Forsøgsopstilling
Valg af reaktordesign
På baggrund af ovenstående overvejelser omkring reaktordesign vurderedes der umiddelbart, at være en række fordele ved anvendelse af SBR-designet, i form af hurtigere omsætning, lavere nødvendig hydraulisk opholdstid og lavere propan- og iltforbrug, hvorfor forsøgsopstillingen blev baseret på SBR-designet.
Forsøgsopstilling
Forsøgsopstillingen bygger på følgende komponenter, jf. figur 3.4:
a. To 60 L polyethylen reaktorer (SBR1 og SBR2).
b. To cirkulationspumper til suspension af biomasse.
c. Eksternt membranfilter til biomassetilbageholdelse.
d. Manometre og flowmetre til styring af membranfilter.
e. Peristaltisk pumpe til frem- og tilbagepumpning af biomasse.
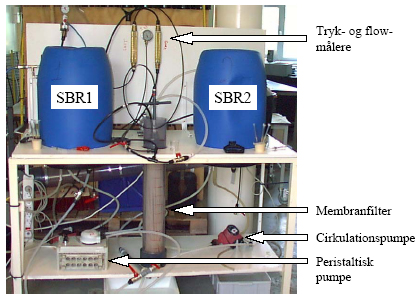
Figur 3.4: Forsøgsopstilling med to parallelt drevne SBR-reaktorer.
To parallelle reaktorer
Det blev valgt at udføre forsøgsopstillingen med to parallelt drevne reaktorer, da dette muliggjorde samtidig afprøvning af to forskellige betingelser mht. substratkoncentrationen. Figur 3.5 viser den skematiske opbygning for de to reaktorer.
Figur 3.5: Skematisk opbygning af reaktoropstillingen.
Gas/væske-forhold
I forsøgsopstillingen blev det valgt at køre med et forholdsvist stort gas/væske-forhold på 5:1 (hhv. 50 L gasfase og 10 L væskefase), der vurderes at ville give uhensigtsmæssigt store reaktorer i forhold til en evt. on-site anvendelse af teknologien. Under de aktuelle forhold blev forholdet valgt ud fra et hensyn om, at have et betydeligt reservoir af gasserne propan og ilt til rådighed for nedbrydningsprocesserne, hvilket var væsentligt, da der blev benyttet en manuel tilsætning af ilt og propan gennem injektionsportene i toppen af hver reaktor, jf. figur 3.5.
Ved den valgte fordeling imellem gas- og væskevolumen samt den aktuelle koncentration af biomasse i reaktorerne kunne der i praksis gennemføres to nedbrydningscykler pr. døgn.
Sekventiel drift
Reaktorernes sekventielle drift blev gennemført med følgende driftsfaser:
1. Fyldning med næringsrigt vand og returskylning af biomasse.
2. Manuel tilsætning af MTBE, propan og ilt.
3. Batch-nedbrydning af MTBE og propan.
4. Tømning og biomassefiltration.
De enkelte driftsfaser gennemgås i det følgende.
Fyldning og returskylning
Vandfyldningen blev foretaget som en ”returskylning” af membranfilteret med næringsrigt vand, og tjente desuden det formål, at tilbageføre den frafiltrerede biomasse til reaktoren (jf. fase 4). Under returskylningen påførtes trykluft via en diffusor i bunden af membran-kassetten; dels for at bevirke en iltning af indløbsvandet og dels for at bevirke en mekanisk afrivning af biomassen fra membranoverfladen.
Tilsætning af MTBE, propan og ilt
Der blev foretaget manuel tilsætning af MTBE, propan og ilt igennem injektionsportene i toppen af reaktorerne. MTBE blev tilsat fra en koncentreret opløsning i en mængde, svarende til en startkoncentration på ca. 10 mg/L, mens propan blev tilsat som gas, i mængder svarende til den ønskede startkoncentration, jf. afsnit 3.3. Ilt blev tilsat som ren ilt, således at iltkoncentrationen til alle tider blev holdt over 2 mg/L. For ikke at skabe overtryk ved tilsætningen af ilt og propan blev der, inden tilsætningen, skabt et vakuum i reaktoren ved at udtrække et tilsvarende volumen af reaktoratmosfæren.
Batch-nedbrydning af MTBE og propan
Under batch-nedbrydningen blev der foretaget en konstant opblanding af gas- og væskefasen, samt opretholdt en suspension af biomasse, via cirkulationspumperne og de etablerede ”springvand”, jf. figur 3.5. Under nedbrydningen blev der løbende foretaget en monitering af MTBE-, propan- og iltkoncentrationen i reaktorernes gasfase via injektionsportene i reaktorernes top. Endvidere blev der løbende målt temperatur, pH, opløst ilt og biomassekoncentration (via OD550) på væskeprøver udtaget fra prøvetagningsporte installeret på recirkulationsstrengen, jf. figur 3.5.
Tømning og biomassefiltration
Når moniteringsresultaterne viste, at MTBE-koncentrationen havde nået et tilstrækkeligt lavt niveau (mellem 0,2 og 1 mg/L), blev recirkulationspumpen slukket, og den peristaltiske pumpe tændt, således at det biomasseholdige, rensede, vand blev ført fra reaktoren til membranfilteret. Samtidig blev membranfilteret, på udløbssiden, påført et nænsomt undertryk via en anden peristaltisk pumpe, hvorved der opnåedes en opkoncentrering af biomasse og frafiltrering af det rensede vand. Den benyttede membranenhed var en Hollow Fiber Membrane (HFM) af typen BiosepTM med porestørrelser på 0,03-0,1 μm, venligst udlånt af Krüger A/S.
Trykudligning
Som det fremgår af figur 3.5 er forsøgsopstillingen er udført med trykudligningsanordninger (Mariotte-flasker) installeret i toppen af reaktorerne. Dette var nødvendigt, da forbruget af propan og ilt under nedbrydningsprocesserne, ved en forholdsvis stor biovækst, ellers ville skabe i størrelsesordenen 5-10% undertryk i reaktorerne.
3.3 Resultater
Der er gennemført følgende forsøg i reaktorerne:
1. Opformering af biomasse ved 1,9 mg propan/L.
2. MTBE-nedbrydning ved 0,06 mg propan/L.
3. MTBE-nedbrydning ved 0,19 mg propan/L.
4. MTBE-nedbrydning ved 0,32 mg propan/L
Opformering af biomasse
I starten af forsøgsserien blev SBR1 benyttet til, at opformere biomasse til de øvrige forsøg i både batch og reaktorer ved en propankoncentration på 1,9 mg/L og en MTBE-koncentration på 10 mg/L. Forsøget i denne reaktor blev således ikke udført som et nedbrydningsforsøg, som det var tilfældet med de øvrige reaktorforsøg, men blev dog, udover til opvækst af biomasse, benyttet til at afprøve og justere reaktoropstillingen.
De tre øvrige reaktorforsøg er udført som MTBE-nedbrydningsforsøg med forskellige propankoncentrationer, svarende til det interval der på baggrund af figur 2.5 i afsnit 2.2.4, blev skønnet optimalt i forhold til opnåelse af en effektiv MTBE-nedbrydning.
Nedbrydning ved 0,06 mg propan/L
Det første forsøg udført i SBR2 var et nedbrydningsforsøg ved en initial propan-koncentration på 0,06 mg/L, svarende til den laveste koncentration, der er undersøgt i batch. Den faktiske koncentration i forsøget varierede imellem 0,09 og 0,003 mg/L. Formålet med forsøget var at undersøge muligheden for i reaktorsammenhæng at opretholde en tilstrækkelig biomassekoncentration og MTBE-nedbrydning ved en forholdsvis lav substrattilførsel, da dette, alt andet lige, vil medføre lavere driftsomkostninger forbundet med propan- og iltforbrug, samt mindre krav til masseoverførsel af gasser (ilt og propan) til reaktorens væskefase.
Reaktoren blev startet med en forholdsvis lav biomassekoncentration på ca. 9 mg protein/L, og de første tre nedbrydningsforløb forløb over ca. 5 dage, med biomassevækst og høje MTBE-nedbrydningsrater. Efter disse 5 dage begyndte biomassekoncentrationen at falde, og både MTBE- og propannedbrydningen ophørte gradvist. Ved forsøgets afslutning kunne det konstateres, at biomassen tilsyneladende lyserede (gik i opløsning), da den blev suget igennem membranen ved vandskift.
0,06 mg/L ikke nok til opretholdelse af basalmetabolisme
Under forsøget blev der ikke observeret ændringer i temperatur, ilt eller pH der kunne give en forklaring på resultatet, der således må tilskrives den lave propan-koncentration. Ved en initial propan-koncentration på 0,06 mg/L var mikroorganismerne således tilsyneladende ikke i stand til at opretholde deres basalstofskifte.
I det følgende gennemgås resultaterne af forsøgene ved 0,19 og 0,32 mg propan/L.
3.3.1 MTBE-nedbrydning ved 0,19 mg propan/L
Propankoncentration
For SBR1 blev der udført nedbrydningsforsøg med en påtænkt initialkoncentration af propan på ca. 0,19 mg/L. De faktiske initiale propankoncentrationer under forsøget varierede imellem 0,15 og 0,20 mg propan/L (middel = 0,17 mg/L).
MTBE-koncentration
Den påtænkte indløbskoncentration af MTBE i forsøget var 10 mg/L, mens de faktiske indløbskoncentrationer varierede imellem 10,6 og 15,5 mg MTBE/L (middel = 12,4 mg/L).
Temperatur
Temperaturen i reaktoren varierede imellem 25,0 og 28,0°C, mens den gennemsnitlige temperatur var 26,6°C.
Ilt
Iltkoncentrationen varierede imellem 3,6 og 7,5 mg O2/L, med en middelkoncentration på 5,3 mg O2/L.
pH
pH varierede imellem 6,8 og 7,0, med en middelværdi på 6,9.
Biomasse
Under forsøget blev der gennemført i alt 9 nedbrydningscykler over en periode på ca. 10 dage (~ 225 timer), og biomassen forblev nogenlunde konstant på et niveau omkring 20 til 25 mg protein/L. Den anvendte biomassekoncentration i forsøget svarer således ca. til 2-2,5% af den biomassekoncentration, der påregnes for et fuldskalaanlæg til on-site rensning af MTBE-forurenet grundvand (1 g protein/L).
Fitning af numerisk model
På baggrund af Michaelis-Menten kinetik, samt resultaterne opnået i batchforsøgene er der udarbejdet en numerisk model, jf. beskrivelsen i bilag D, som er fittet til de opnåede resultater for SBR1 ved at justere Vmax for MTBE og propan indtil det bedste fit imellem måleresultaterne og modelberegningerne er opnået (mindste kvadraters metode).
Denne fremgangsmåde fordrer, at Km-værdierne, der er holdt konstant lig de værdier, der er fundet i batch-forsøgene (hhv. 40 og 0,4 mg/L) ligeledes er gældende i reaktoren. Den biologiske tolkning af denne forudsætning er, at forskellen imellem de biologiske betingelser i batch- og reaktorforsøgene ikke påvirker substrat-affiniteten, men kun påvirker det absolutte niveau for nedbrydningspotentialet/-raten. Med andre ord, svarer det til, at en andel af biomassen i reaktoren er inaktiv og/eller udfører nedbrydningen med reduceret hastighed, eksempelvis pga. ikke-ideel adgang til substrater eller andre forbrugsstoffer.
Det er ydermere antaget, at biomassen har de samme egenskaber (parameterværdier) igennem hele modelforløbet; altså, at der ikke er sket ændringer i biomassens egenskaber, eksempelvis som følge af selektion til de aktuelle betingelser.
Resultater
Der er foretaget særskilte modelleringer af MTBE- og propan-data, som fremgår af figur 3.6, sammen med måleresultaterne.
Figur 3.6: Målt og modelleret nedbrydningsforløb for MTBE og propan ved en initial propankoncentration på ca. 0,19 mg/L.
Modelfitning
Som det fremgår af figur 3.6 er der opnået gode fitninger af den numeriske model til de opnåede måledata; specielt for propan, kun ved fitning af en enkelt modelparameter, nemlig Vmax. Umiddelbart vurderes der at være tendens til, at MTBE- koncentrationerne overestimeres i starten af forsøget, mens de underestimeres mod slutningen af forsøget. Faktisk er den specifikke nedbrydningsrate i slutningen af forsøget ca. 40% langsommere end i starten af forsøget. Dette tyder på, at den mikrobielle kultur har ændret sig igennem forsøget, således at den var mere effektiv i starten end i slutningen af forsøget. Der kan ikke findes en forklaring på fænomenet i de målte temperaturer, pH-værdier eller iltkoncentrationer.
Middelresultaterne er opsummeret i tabel 3.1.
Tabel 3.1: Forventede og modellerede Michaelis-Menten konstanter.
| Stof | Km [mg/L] |
Vmax [mg/g protein/time] * batch reaktor |
Afvigelse [%] |
|
| MTBE | 40 | 267 | 154 / 233 # | - 42 / - 12 # |
| Propan | 0,40 | 386 | 398 | + 3 |
* = Vmax-værdier er i batch bestemt ved 23°C og i reaktorforsøget ved 26,6°C.
# = Værdi før skråstreg er middelværdi, mens værdien efter skråstregen er bestemt på baggrund af de to første nedbrydningsforløb.
Lavere rater i reaktor
Som det fremgår af tabel 3.1 er der via modelberegningerne konstateret mellem 12 og 40% lavere maksimal nedbrydningsrate for MTBE i reaktorforsøget end forventet fra batchforsøget. For propan er der konstateret overensstemmelse imellem den opnåede rate og raten i batchforsøgene. Hvis det tages i betragtning, at batchforsøgene er udført ved lavere temperatur end reaktorforsøgene, må det dog forventes, at den faktiske forskel er større end umiddelbart angivet i tabel 3.1.
Som det ses af figur 3.6, er der i reaktorforsøget foretaget en simultan tilsætning af propan og MTBE; dvs. at propan kun er tilsat én gang pr. nedbrydningscyklus. I praksis er der således kørt med en grad af gentagen sultning i forsøget, da der ikke konstant har været substrat i overskud. Dette kan muligvis forklare det tilsyneladende gradvise tab af effektivitet i forhold til MTBE-nedbrydningen.
Specifikt substratforbrug
Det specifikke substratforbrug i forbindelse med forsøget var ca. 1,6 g propan/g MTBE.
Rensningsgrad
På baggrund af resultaterne i figur 3.6 kan den opnåede rensningsgrad for MTBE optegnes som funktion af den hydrauliske opholdstid i reaktoren. Der er foretaget en normering til en biomassekoncentration på 1 g protein/L (ca. 2 g biomasse/L), svarende til en forventet realistisk biomassekoncentration ved drift af et fuld-skala on-site anlæg.
Denne normering bygger på en antagelse om, at den enkelte mikroorganisme har lige så let adgang til ilt, næringssalte, propan og MTBE ved 1 g protein/L som ved 0,025 g protein/L. Med et effektivt konstrueret on-site anlæg vurderes dette dog ikke at være urealistisk. Til sammenligning er biomassekoncentrationen i et typisk aktiv-slam anlæg i størrelsesordenen 1,5 – 2,5 gange højere end forudsat for ovenstående fuld-skala anlæg til rensning af MTBE-forurenet grundvand.
Resultatet fremgår af figur 3.7, sammen med et forløb modelleret på baggrund af den fittede middel-Vmax for MTBE, jf. tabel 3.1.
Figur 3.7: MTBE-rensningsgrad som funktion af hydraulisk opholdstid ved en biomassekoncentration på 1 g protein/L.
Som det ses af figur 3.7 kan der ved en biomassekoncentration på 1 g protein/L og en propankoncentration på ca. 0,17 mg/L forventes en rensningsgrad på 90% ved en effektiv hydraulisk opholdstid på omkring 0,75 timer. I forhold til den forventede hydrauliske opholdstid, jf. overslagsberegningerne i afsnit 3.1.2.3, svarer 0,75 timer til ca. 40% reduktion af Vmax, som observeret i reaktorforsøget, jf. tabel 3.1.
3.3.2 MTBE-nedbrydning ved 0,32 mg propan/L
Propankoncentration
For SBR2 blev der udført nedbrydningsforsøg med en påtænkt initialkoncentration af propan på ca. 0,32 mg/L. De faktiske initiale propankoncentrationer under forsøget varierede imellem 0,26 og 0,39 mg propan/L (middel = 0,29 mg/L).
MTBE-koncentration
Den påtænkte indløbskoncentration af MTBE i forsøget var 10 mg/L, mens de faktiske indløbskoncentrationer varierede imellem 7,9 og 13,4 mg MTBE/L (middel = 10,5 mg/L).
Temperatur
Temperaturen i reaktoren varierede imellem 26,4 og 27,1°C, mens den gennemsnitlige temperatur var 26,7°C. Den gennemsnitlige rumtemperatur var 22,2°C. Temperaturen i reaktoren var således ca. 4,5 grader højere end i det omgivende rum. Den højere temperatur i reaktoren skyldtes primært opvarmning i centrifugalpumpen, men formentlig også i mindre grad opvarmning pga. de biologiske processer.
Ilt
Iltkoncentrationen varierede imellem 2,5 og 9,5 mg O2/L, med en middelkoncentration på 5,6 mg O2/L. En enkelt værdi var under den fastsatte minimumsværdi på 2 mg/L (= 1,5 mg/L).
pH
pH varierede i forsøget imellem 6,6 og 7,1, med en middelværdi på 6,8.
Biomasse
Under forsøget blev der gennemført i alt 23 nedbrydningscykler over en periode på 18 dage (~ 435 timer), og biomassen steg fra et niveau på omkring 40 til ca. 65 mg protein/L. Hovedparten af stigningen skete over en periode på ca. 8 dage fra dag 5 til dag 13. Efter dag 13 forblev biomassekoncentrationen på et konstant niveau omkring 65 mg protein/L. Den opnåede biomassekoncentration i forsøget svarer til 6,5% af den biomassekoncentration, der påregnes for et fuldskalaanlæg til on-site rensning af MTBE-forurenet grundvand (1 g protein/L).
Fitning af numerisk model
Den numeriske model er fittet til de opnåede resultater for SBR2 ved at justere Vmax for MTBE og propan indtil det bedste fit imellem måleresultaterne og modelberegningerne er opnået (mindste kvadraters metode).
Som nævnt i afsnit 3.4.1 fordrer denne fremgangsmåde, at Km-værdierne, der er holdt konstant lig de værdier, der er fundet i batch-forsøgene (hhv. 40 og 0,4 mg/L), ligeledes er gældende i reaktoren. Det er ydermere antaget, at biomassen har de samme egenskaber (parameterværdier) igennem hele modelforløbet; altså, at der ikke er sket ændringer i biomassens egenskaber, eksempelvis som følge af selektion til de aktuelle betingelser.
Resultater
Der er foretaget særskilte modelleringer af MTBE- og propan-data, som fremgår af figur 3.9, sammen med måleresultaterne.
Figur 3.9: Målt og modelleret nedbrydningsforløb for MTBE og propan ved en initial propankoncentration på ca. 0,32 mg/L.
Modelfitning
Som det fremgår af figur 3.9 er der opnået ganske gode fitninger af den numeriske model til de opnåede måledata, kun ved fitning af en enkelt modelparameter, nemlig Vmax. Der er ingen tendens til at modellen giver dårligere prediktion af de målte data i starten eller slutningen af nedbrydningsforløbet, hvilket indikerer, at den mikrobielle kultur ikke afgørende har ændret karakteristika over forsøgsperioden. Resultaterne er opsummeret i tabel 3.2.
Tabel 3.2: Forventede og modellerede Michaelis-Menten konstanter.
| Stof | Km [mg/L] |
Vmax [mg/g protein/time] * batch reaktor |
Afvigelse [%] |
|
| MTBE | 40 | 267 | 226 | - 15 |
| Propan | 0,40 | 386 | 189 | - 51 |
* = Vmax-værdier er i batch bestemt ved 23°C og i reaktorforsøget ved 26,7°C.
Lavere rater i reaktor
Som det fremgår af tabel 3.2 er der via modelberegningerne konstateret lavere maksimale nedbrydningsrater i reaktorforsøget end forventet fra batchforsøgene; 15 og 51% for hhv. MTBE og propan. Hvis det ydermere tages i betragtning, at batchforsøgene er udført ved lavere temperatur end reaktorforsøgene, må det forventes, at forskellen er endnu større end umiddelbart angivet i tabel 3.2.
De observerede forskelle kan formentlig i nogen grad tilskrives forskelle i forsøgsbetingelserne imellem batch- og reaktorforsøgene. I batchforsøgene havde mikroorganismerne således ideel adgang til alle forbrugsstoffer (ilt, næringssalte, propan og MTBE), mens der i reaktoren formentlig vil være tale om større eller mindre grad af adgangsbegrænsning til et eller flere stoffer, ligesom der ikke nødvendigvis opnås ligevægt imellem gas- og væskefasen i reaktorforsøget.
Som det ses af figur 3.9, er der foretaget simultan tilsætning af propan og MTBE; dvs. at propan kun er tilsat én gang pr. nedbrydningscyklus. I praksis er der således kørt med en grad af gentagen sultning i forsøget. I forhold til forsøget med en initial propankoncentration på 0,19 mg/L, har der dog i dette forsøg generelt været mere substrat til stede under nedbrydningen, da initialkoncentrationen har været væsentligt højere. Denne forskel i substrattilgængelighed kan muligvis forklare hvorfor der ikke er observeret et tab i MTBE-raten over forsøgsperioden ved en høj initialkoncentration af propan.
Lavere specifikt propanforbrug i reaktor
Umiddelbart er det interessant, at den effektive nedbrydningsrate for MTBE falder mindre end de effektive rate for propan. Umiddelbart kunne dette være et tegn på, at der ikke opnås ligevægt imellem gas- og væskefasen, idet propan primært vil befinde sig i gasfasen, mens MTBE primært vil befinde sig i væskefasen. Dermed vil den propankoncentration som mikroorganismerne oplever være mindre end vurderet ud fra en ligevægtsbetragtning. Den faktiske nedbrydningsrate for propan bliver dermed også mindre end estimeret, jf. Michaelis-Menten relationen.
Hvorom alting er, så bevirker den relativt mindre reduktion af MTBE-raten, sammenlignet med propan-raten, at propanforbruget pr. gram MTBE der nedbrydes, bliver mindre end forudsat på baggrund af batch-resultaterne. Hvor der på baggrund af batch-resultaterne kan estimeres et specifikt propanforbrug på 3,1 g propan/g MTBE, så var det faktiske forbrug i reaktorforsøget på 2,2 g propan/g MTBE, svarende til en reduktion på næsten 30%.
Rensningsgrad
Som det fremgår af figur 3.9, så er der i de fleste tilfælde opnået udløbskoncentrationer omkring eller under detektionsgrænsen på ca. 0,2 mg MTBE/L, svarende til rensningsgrader på mere end 98%.
På baggrund af resultaterne i figur 3.9 kan den opnåede rensningsgrad for MTBE optegnes som funktion af den hydrauliske opholdstid i reaktoren. Da de forskellige nedbrydningsforløb er foregået under forskellige betingelser mht. biomassekoncentrationen (ca. 40 til 65 mg protein/L), og da der umiddelbart kan forventes en omvendt lineær proportionalitet imellem biomassekoncentrationen og nedbrydningshastigheden (og dermed rensningsgraden), er der foretaget en normering til en biomassekoncentration på 1 g protein/L (ca. 2 g biomasse/L), svarende til en forventet realistisk biomassekoncentration ved drift af et fuld-skala on-site anlæg.
Ovenstående betragtning bygger dog på en antagelse om, at den enkelte mikroorganisme har lige så let adgang til ilt, næringssalte, propan og MTBE ved 1 g protein/L som ved 0,065 g protein/L. Som nævnt i afsnit 3.4.1 vurderes dette ikke at være urealistisk med et effektivt konstrueret on-site anlæg.
Resultatet fremgår af figur 3.10, sammen med et forløb modelleret på baggrund af den fittede Vmax for MTBE, jf. tabel 3.2.
Figur 3.10: MTBE-rensningsgrad som funktion af hydraulisk opholdstid ved en biomassekoncentration på 1 g protein/L.
Som det fremgår af figur 3.10 kan der ved en biomassekoncentration på 1 g protein/L forventes en rensningsgrad på 90% ved en effektiv hydraulisk opholdstid på mellem 0,45 timer, hvilket er i god overensstemmelse med overslagsberegningerne i afsnit 3.1.2.3. og resultaterne i tabel 3.2.
Udbyttekonstant
På baggrund af det faktiske propanforbrug (3.380 mg) og den observerede biomassetilvækst fra ca. 40 til 65 mg protein/L (fra dag 5 til 13), kan den effektive udbyttekonstant (Yeff) estimeres til 0,15 g biomasse/g propan, ved at antage at biomassen på vægtbasis består af ca. 50% protein. Ved en antaget molmasse for biomassen på 113 g/mol, svarer ovenstående Yeff til ca. 0,06 mol biomasse/mol propan. Denne effektive udbyttekonstant må betragtes som værende i den absolut lave ende af hvad der kan forventes for alkanoxiderende mikroorganismer (0,1 – 0,6 mol/mol).
Det er dog værd at bemærke, at forsøget ikke var optimeret med henblik på at opnå en effektiv biomassevækst, men med henblik på at opnå en effektiv MTBE-nedbrydning. Da en optimal biomassevækst fordrer optimal adgang til substrat (propan), og da den cometaboliske MTBE-nedbrydning foregår i konkurrence med propan, ville en høj effektiv udbyttekonstant på sin vis være et udtryk for, at reaktoren ikke er særligt effektiv mht. nedbrydning af MTBE.
3.4 Sammenfatning og vurdering
Valg af reaktordesign
På grund af overvejelser vedr. de mulige valg af reaktordesign; kontinuert gennemstrømningsreaktor eller sekventiel batch reaktor (SBR), er det valgt at gennemføre pilotforsøget baseret på SBR-designet. Dette valg bunder i forventede lavere driftsomkostninger, og færre praktiske problemer med gas-væske masseoverførsel af ilt og propan, samt et mere kompakt anlægsdesign. Omvendt, forventes SBR-designet at være forbundet med flere omkostninger til styring, regulering og overvågning, da det bygger på en mere effektiv udnyttelse af den mikrobielle kinetik; altså at stofkoncentrationerne ikke er konstante, men varierer i tiden.
Aktuelt reaktordesign
Den anvendte forsøgsopstilling byggede på to serielt drevne SBR-reaktorer på 60 L, med en fordeling mellem gas og væskefase på 5:1. Det høje gas-væske forhold blev benyttet af praktiske årsager, for at mindske den nødvendige frekvens af manuelle tilsætninger af ilt og propan. Blanding af gas- og væskefaserne, samt suspension af biomassen, blev for hver sikret via en cirkulationspumpe, med indtag i reaktorbunden og hævet udløb i reaktorens gasfase. Biomassetilbageholdelse blev sikret via en fælles membranfilterenhed tilkoblet udløbet fra de to reaktorer.
Initialkoncentrationer af propan
Der er gennemført reaktorforsøg med cometabolisk nedbrydning af MTBE ved tre forskellige initialkoncentrationer af propan; hhv. 0,06, 0,19 og 0,32 mg/L, som, i henhold til de udførte batchforsøg, alle er vurderet at ligge i det nær-optimale område mht. MTBE-nedbrydningen.
Propankoncentration = 0,06 og 0,19 mg/L
Ved de to laveste initialkoncentrationer af propan (hhv. 0,06 og 0,19 mg/L) var det ikke muligt at opretholde den mikrobielle kultur eller MTBE-nedbrydningsaktiviteten over længere perioder. Ved 0,06 mg propan/L kunne aktiviteten opretholdes over en periode på ca. 5 døgn, hvorefter al aktivitet ophørte og kulturen blev trukket igennem membranfilteret sammen med udløbsvandet. Ved 0,19 mg propan/L blev MTBE-aktiviteten gradvist forringet med ca. 40% over en periode på 10 døgn, og det blev vurderet, at også denne propantilsætning var utilstrækkelig til at opretholde MTBE-aktiviteten over længere perioder. Begge ovenstående resultater skal dog ses i sammenhæng med, at der kun er tilsat propan én gang pr. MTBE-nedbrydningscyklus, hvorfor konklusionen nok i højere grad gælder den totale mængde propan, der var til rådighed under disse forsøg, end selve koncentrationen.
Propankoncentration = 0,32 mg/L
Ved den højeste initialkoncentration af propan (0,32 mg/L) var det muligt at opretholde en uændret MTBE-nedbrydningsaktivitet over en periode på 18 døgn. På baggrund af en numerisk analyse af de eksperimentelle resultater for denne reaktor er det estimeret, at MTBE-nedbrydningsaktiviteten var nedsat med ca. 15% i forhold til den aktivitet, der blev forventet på baggrund af batch-resultaterne. Ydermere blev det vurderet, at en propantilsætning på én gang pr. MTBE-nedbrydningscyklus var tilstrækkeligt til at ikke blot at opretholde den mikrobielle kultur, men også til at der kunne observeres vækst af biomassen. Den effektive udbyttekonstant i forbindelse med væksten blev estimeret til 0,15 g biomasse/g propan.; eller ca. 0,06 mol biomasse/mol propan.
Overordnet vurdering
På baggrund af de udførte reaktorforsøg vurderes det, at det at være yderst væsentligt, at mængden af propan der tilføres reaktoren, samt hvor tit den tilføres, nøje tilpasses behovet for den aktive biomasse. Umiddelbart vurderes det at være mest hensigtsmæssigt, kontinuert at sikre en lille, om end målbar, vækst af biomassen i reaktoren. Dette vil være et sikkert tegn på, at mikroorganismerne som helhed har opfyldt behovet til deres basalmetabolisme. På den anden side er det vigtigt, at pointere, at en bioreaktor, hvori der er en væsentlig cometabolisk vækst kan tages som et tegn på, at reaktoren ikke drives optimalt mht. nedbrydning af MTBE. Væksten er et tegn på at der er substrat i overskud, hvilket må formodes at give en unødig stor substrat-konkurrence i forhold til en effektiv/optimeret nedbrydning af MTBE.
Version 1.0 Juli 2007, © Miljøstyrelsen.