Forbehandling af organisk husholdningsaffald ved hydraulisk stempelseparation
Bilag C
Rapport over indledende forsøg med stempelseparatoren
Forsøgsrapport 1st fase.
Indledning.
I denne forsøgsrapport beskrives resultaterne fra en række forsøg der er gennemført med separation og afvanding af organisk affald.
Forsøgene er gennemført på AFAV i tidsrummet 22/10 til 2/11 2001.
Forsøgene er gennemført af TK Energi AS.
Teknologisk Baggrund.
TK Energi AS har i en række tidligere projekter udviklet en højtryksafvander til gylle. Udviklingen blev støttet økonomisk af Energistyrelsens UVE og EFP programmer. Formålet med udviklingen af afvanderen var at udvikle en mekanisk afvander der kan afvande tørstoffet i gylle til en kvalitet så det kan bruges til brændsel uden yderligere tørring.
Højtryks afvanderen blev optimeret til afvanding forskellige typer gylle, og der blev opnået tørstof procenter i den afvandede gylle på 50-60 %.
Den udviklede afvander viste sig imidlertid at være behæftet med et kapacitets problem idet de "bløde" bestanddele i gyllen bliver presset ud sammen med væsken hvis trykket i afvandingskammeret bliver opbygget (for) hurtigt.
Politisk baggrund.
I fremtidens affaldshåndteringspolitik er der en række aktører der arbejder på at introducere biologisk forgasning som behandlingskoncept for det organiske affald.
Det forventes at der kan opnås en miljømæssig, en energimæssig og en selskabs økonomisk gevinst ved at behandle det organiske affald i biogasanlæg.
Om potentialet realiseres er blandt andet afhængig af om der kan udvikles en effektiv separation af det organiske affald, således at det biologisk forgasbare affald og vandet tilføres biogas processen mens det brændbare ikke biologisk forgasbare affald sendes til forbrænding med lavest muligt vandindhold.
Projektets formål.
Det er dette projekts formål at udføre forsøg med den ovennævnte hydrauliske stempelseparator for udskillelse af organisk affald, med henblik på at undersøge om den kan anvendes til separation og afvanding af organisk affald.
I det følgende kaldet stempelseparering af affald.
Projektets skal give en indledende vurdering af kvaliteten af den tørre og den våde fraktion fra stempelseparatoren.
Projektet skal desuden give en vurdering af potentialet i en stempelseparator der er optimeret til affaldsseparation.
Beskrivelse af Stempelseparatoren.
Den eksisterende stempelseparator er installeret i en 40 fods container med indbygget laboratorium. Selve stempelseparatoren består af:
Stempel Indfødningskammer Separatorkammer Modholdsventil Hydraulikstation
Figur 3:
Stempelseparatoren.
Stempelseparatoren består af et 100 mm stempel der drives af en hydraulik cylinder.
Et indfødnings kammer for manuel indfødning, med mulighed for let sammenpresning oppefra af materialet foran stemplet.
Et separatorkammer med langsgående spalter og et modhold der fungerer som fasttof ventil.
Stempelseparatoren holdes sammen af 4 stagbolte.
Figur 4:
Tværsnit af separatorkammeret med angivelse af tørfasens placering og med rester af
vådfase imellem separatorkammerets fladjernslameller efter presningen.
Separatorkammeret er opbygget af langsgående fladjern. Et tværsnit i kammeret er vist på figur 2.
Spalterne var oprindeligt 0,5 mm. ved den inderste kant. Fladjernslamellerne er imidlertid deformeret således at spaltebredden nu varierer mellem 0,5 og 2-3 mm.
Faststof ventilen er opbygget som en knæledsventil. Formålet med at anvende knæledsprincipppet er at opnå et tilstrækkelig højt paknings tryk til at tætne mod gyllen ved over 700 bar
Hydraulikstationen består af en totrins hydraulikpumpe.
Det første trin er en lavtryks transportpumpe der bruges til flytning af stemplet. Transportpumpen alene kan give stemplet en hastighed på op til ca. 60 mm pr. sekund.
Det andet trin er en variabel højtrykspumpe der bruges i separations fasen. Denne pumpe gør det muligt at variere stempelhastigheden med mellem 0 og 20 mm pr. sekund.
Stempelseparatorens funktion.
Det kilde sorterede affald der skal separares placeres foran stemplet i indfødnings kammeret og modholds ventilen lukkes.
Derfra skubbes affaldet ind i separatorkammeret hvor det komprimeres samtidig med at vandet og en del af de bløde bestanddele af affaldet presses ud gennem de langsgående spalter i separatorkammeret kammeret.
Under denne sammenpresning vokser den kraft der påtrykkes affaldet.
Når trykket har nået den ønskede værdi åbnes modholds ventilen og det affald der ikke er presset ud gennem spalterne skubbes ud af enden af separator kammeret.
Den udpressede våde fraktion af affaldet som er presset ud gennem spalterne kaldes vådfasen og den tørre fraktion der tilbageholdes i separator kammeret kaldes tørfasen.
Beskrivelse af forsøgene.
Der er gennemført 12 forsøg med stempelseparering af kildesorteret husholdningsaffald og et forsøg med usorteret affald, i forbindelse med dette projekt.
Affaldsbeskrivelse.
Der er gennemført forsøg med 5 forskellige typer affald, betegnet A, B, C, D og E.
- Betegner den organiske del af almindeligt frisk husholdningsaffald sorteret i grønne plastposer.
- Betegner samme affald men med en kraftig papir sæk udenom de grønne poser.
- Betegner ugegammelt vådt affald af samme art som A.
- Betegner helt usorteret affald i klare plastposer.
- Betegner forbehandlet, ikke komposteret affald fra AFAV. Dette forelå som propper, kugler, trevler og kviste.
Forbehandling af affald.
Affaldet foreligger som kildesorteret affald i grønne plastposer.
Det var oprindelig planen at affaldet skulle forbehandles af AFAV ved hjælp af en ombygget cementblander, det viste sig imidlertid at være sværere end forventet.
Poserne blev i stedet opskåret af TKE´s medarbejdere i forbindelse med indfødningen, men affaldet blev ikke udsat for behandling herudover.
Forsøgsbeskrivelse.
For at udføre forsøgene så ensartet som muligt gennemføres de på følgende måde:
Ca. 25 kg afvejes i en plastbalje, og overføres manuelt til stempelseparatorens indføder i mængder på en pose eller to ad gangen.
Poserne opskæres med 2-3 snit hvorefter affald og pose presses ned foran stemplet ved hjælp af en vægtarm.
Stempelseparatoren startes og stemplet presser affaldet ind i separatorkammeret; under det voksende tryk sprøjter vådfasen ud gennem spalterne og tørfasen forbliver inde i separatorkammeret.
Når trykket bag stemplet har nået en forudbestemt værdi går stemplet automatisk tilbage og processen kan gentages.
Med mellemrum åbnes modholderventilen, hvorefter en fast prop, tørfasen, kan skubbes ud ved hjælp af stemplet, gribes og lægges i en spand.
Når hele den afvejede mængde er behandlet i stempelseparatoren er al tørfasen opsamlet i en spand.
En del af vådfasen sprøjter ned i en balje under separator kammeret.
Dele af vådfasen er sprøjtet ud på afskærmningen og hænger der. Afskærmningen som er anbragt udenom separatorkammeret, består af en cylindrisk polykarbonatskærm; en mindre del af vådfasen hænger som vist figur 2, i spalterne på separatorkammeret.
Med en højtryksrenser forsynet med vandmåler spules skærmen og stempelseparatoren ren.
Den afskyllede vådfase og skyllevandet opsamles i baljen sammen med den øvrige vådfase.
Procesdiagram.
Nedenstående trædiagram beskriver handlingsforløbet i forbindelse med forsøgene.
Måleudstyr.
| Stopur | |
| 150 kg vægt af fab. OHAUS –INDIKATOR D1505, se. nr. 1K02150, med deling på 0,01 kg. | |
| 11 kg vægt af fab. Geniwigher GM 11, se. nr. EF 5988, med 1 g. | |
| 300 g vægt af fab. OHAUS E 300 J se. Nr. 1069, med 0,001 g. Ventileret ovn ca. 30 liter fab. Helios | |
| Ventileret ovn ca. 1200 liter af fab.Lytzen. | |
| 250 bar Manometre til måling af trykket i det hydrauliske system. |
Forsøgsresultater fra Stempelafvanderforsøg på AFAV oktober 2001
Bemærkninger til resultatskemaets kolonner.
Efter affaldet er separeret: Vådfasen og tørfasen, vejes hver for sig.
Ved bestemmelse af vådfasens vægt tages der højde for den anvendte mængde spulevand, og der opstilles en massebalance for de enkelte forsøg.
Svindet bestemmes som vægten af tilført affald, fratrukket vægten af de to faser
Beskrivelse af vådfase: Den igennem spalterne udpressede, og i baljen opsamlede, vådfase havde en tyk grødagtig karakter.
Små grønne plaststykker fra plastposerne kunne ses heri. Derudover fandtes kun forsvindende mængder anden plast i vådfasen.
Den samlede spulevandholdige vådfase havde karakter af tynd homogen vælling.
Vådfase. % tørstofindhold: Denne fremgår af resultatskemaet, og er bestemt ved udtagning af prøver på ca. 300 g fra den grundigt omrørte spulevandholdige vådfase.
Disse prøver, er herefter tørret i varmeskab ved 800 C, formalet i morter og på ny tørret ved 900 C til konstant vægt, og tørstofindholdet i vådfasen bestemt.
Den udtagne prøves vægt omregnes til den egentlige vægt af vådfaseprøven og tørvægten angives i % af denne.
Plast i vådfase, g: Vægten af plasten i vådfasen er bestemt ved opsamling af al plasten fra vådfase ved hjælp af si og pincet. Plasten er derefter omhyggeligt vasket, renset og tørret ved 800 C. og endelig vejet.
Det er kontrolleret at en ny plastpose ikke ændrer nævneværdig vægt ved den samme behandling.
Vådfase: plast ppm i vådfase: Al plast fundet i den samlede vådfase er efter vask, tørring og vejning angivet i ppm i forhold til den vejede og for vand korrigerede vægt af vådfase.
Beskrivelse af tørfase: Tørfasen var presset til meget kompakt tilstand og føltes temmelig tør.
Bestandelene var især plast, pap, blerester, engangshandsker, engangs vaskeklude og lejlighedsvis, især ved større mængder papir eller bleer, lidt tryk-indkapslet organisk materiale, f.eks. appelsinskal.
Tørfase % tørstofindhold: Tørstofindholdet i tørfasen er bestemt ved at den samlede mængde tørfase tørres i ventileret varmeskab. Derpå vejning indtil konstant vægt. Vægten af den tørrede fase er herefter angivet i % af vægten før tørring.
Korrektion for skyllevand: I forbindelse med opstillingen af de første massebalancer konstateredes et betydeligt svind.
Vandmålerens nøjagtighed blev kontrolleret ved vejning af en nøjagtig afmålt vandmængde, som blev spulet direkte i en plast balje.
Der viste sig at være god overensstemmelse mellem den afmålte vandmængde og vægten af dette vand.
En række forsøg med spuling af det rene separatorkammer, på samme måde som ved rensning og med ca. samme vandmængde som ved rensningen under forsøgene viste, at der forsvandt ca. 15 % af det anvendte vand gennem tåge og sprøjt.
En korrektion på –15% af de udmålte vandmængder ved de allerede udførte forsøg viste sig at give god overensstemmelse ved massebalancerne.
Denne korrektion er derfor anvendt ved de resterende forsøg.
Særligt om enkelte af forsøgene.
Specielt om forsøg B1: Ved starten af forsøgsrækken forefandtes en tør papirsæk indeholdende grønne plastposer med kildesorteret husholdningsaffald.
Det blev besluttet at starte med at undersøge om processen kunne gennemføres på trods af den tørre papirsæk.
Sækken i kun delvis oprevet stand med poser uoprevet blev proppet i indføderkammeret og presninger blev gennemført med op til meget store tryk / 712kg cm2.
Store mængder papir og plast satte sig fast i separatorkammerets spalter og forårsagede tilstopning.
Tilstopningen nødvendiggjorde voldsom spuling med en større vandmængde end ved de øvrige forsøg hvilket har medført fejl i forhold til den korrektion for vand som ellers blev anvendt.
Jævnfør skemaets negative svind
Forsøg A2: Dette blev søgt udført lige efter B1, men måtte opgives og en særlig rensning af spalter, med udbrænding af papir og plast var nødvendig.
Forsøgene A7,8,-E9,10: Disse blev gennemført ene og alene som demonstrationsforsøg for en række gæster, og derfor af tidsmæssige årsager kun udført med små mængder affald.
Problemer ved stempelseparatoren.
Samtidig anvendtes forsøgsvis mindre stempel tryk som det fremgår af skemaet.
En visuel vurdering, som nok på grund af de små mængder må tages med forbehold, synes at antyde at lave tryk kan give mindre plastgennemblæsning og alligevel tilfredsstillende adskillelse i vådfase og tørfase.
Forsøg D11: Dette blev gennemført på en af professor Thomas Christensen medbragt portion ikke sorteret husholdningsaffald, som ikke blev nærmere beskrevet men som indeholdt bl.a. en kraftig plastbeholder. Denne kvastes fuldstændig og fandtes i stumper i tørfasen, mens vådfasen lignede de tidligere sete, men udgjorde en mindre vægt % af den samlede vægt af affaldet.
En kraftig tør papirsæk omkring de grønne plastposer giver en hurtig tilstopning af spalterne i separatorkammeret.
Et forsøg på ved meget højt tryk at blæse disse tilstopninger ud har givet en deformation af den første del af lamellerne i separatorkammeret, dette har givet øget spalteafstand mellem lamellerne, samt øget indvendig diameter i separatorkammeret.
Dette har medført at en del plast er blæst gennem spalterne, og at dele af vådfasen er blevet presset baglæns langs indfødningsstemplet tilbage i indfødningskammeret.
Konstruktivt har en svejst lukning af spalterne ved påsvejsningen af lamellerne givet anledning til opsamling af plast i den sidste ende af spalterne.
Ved knuder på plastposerne har kombinationen med deformation af lamellerne og den heraf følgende større spaltebredde ført til ekstra opfangning af plast i spalterne.
Konstruktive forbedringer.
| En konstruktion af separatorkammeret med spalterne fuldt åbne helt ud til modholdet, forventes at kunne gøre spalterne selvrensende da plast og papir i såfald vil have mulighed for at blive trukket ud med tørfase i tømnings cyklussen. |
| Da det nuværende modhold er konstrueret til at holde væsker tilbage og ikke som her tørt affald, vil en simplificering til et hurtigt glidelukke, sammen med en delvis automatisering af affaldstilførslen ved hjælp af en sneglekonstruktion kunne forøge kapaciteten på den nuværende stempelseparator betydeligt. |
Potentiale.
Ved at opskalere til et separatorkammer på 300 mm i diameter og 1500 mm i længden, vil det være muligt at behandle ca. 10 m3 affald pr time.
Konklusion.
Den eksisterende hydrauliske stempelseparator kan separere kildesorteret affald i en fraktion på ca. 75% af det tilførte affald med et tørstofindhold på ca. 35% og en fraktion på ca. 25% af det tilførte affald med et tørstofindhold på ca. 50% .
Den våde fraktion indeholder ca. 0,05% plast.
Der blev ikke fundet stumper af den klare plast i vådfasen
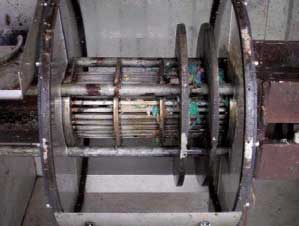
Figur 5
Stempelseparatorkammer med plastrester fanget i spalter

Figur 6
Vask af plastrester fra vådfase før vejning

Figur 7
Tørfase efter separering

Figur 8
Vådfase efter separering