Forbehandling af organisk husholdningsaffald ved hydraulisk stempelseparation
3 Højtryksseparatoren
Separatoren er opbygget i en eksisterende hal på AFAV.
Anlægget er vist på skitsen herunder.

Figur 1:
Separatoropstilling på AFAV.
Anlægget består af følgende komponenter:
| Modtagetragt for påfyldning med gummiged. (1) | |
| Transportsnegl (2) | |
| Snegleforbehandler til oprivning af affaldsposer og konditionering af affald. (3) | |
| Stempel for indfødning af det oprevne affald til højtryksseparatoren (4). | |
| Stempelseparator til adskillelse af affaldet i biomasse og rejekt. (5) | |
| Skydeventil (6) | |
| Container til opsamling af biomasse. | |
| Container til opsamling af rejekt. | |
| El og Hydrauliksystem | |
| Måleudstyr |
3.1 Anlæggets opbygning og funktion.
Anlægget modtager affald i modtagetragten, hvorfra transportsneglen transporterer affaldet op i snegleforbehandleren.
Transportsneglen består af en firkantet tragt og en transportsnegl.
Tragten kan rumme ca. 3000 kg. og er dimensioneret til at kunne fyldes direkte med gummiged.
Snegleforbehandleren er beskrevet i en tidligere rapport: "Rapport over forsøg med udvikling og indkøring af snegleforbehandler til kildesorteret husholdningsaffald"
Snegleforbehandleren er udført af 5 mm jernplade som et vandret liggende trug: 2000 mm langt med 8-kantet tværsnit og åbent foroven i 500 mm bredde og fuld længde.
Sneglen føder ud i fødestemplet, der trykker det forbehandlede affald ned i fødekammeret til stempelseparatoren.
Fra fødekammeret trykkes affaldet ind i separatorkammeret ved hjælp af separatorstemplet.
Fra indfødningskammeret skubbes affaldet af separatorstemplet ind i separatorkammeret, hvor det komprimeres samtidig med, at vandet og hovedparten af de bløde bestanddele af affaldet presses ud gennem hullerne eller de langsgående spalter i separatorkammeret.
Den våde fraktion af affaldet, som er presset ud gennem separatorkammeret, kaldes biomassen, og den tørre fraktion, der tilbageholdes i separatorkammeret, kaldes rejektet.
For enden af separatorkammeret er der placeret en skydeventil. Skydeventilen lukker separatorkammeret under presseforløbet, og åbner når rejektet skubbes ud.
Biomassen og rejektet opsamles i vippecontainere på hjul og vejes, hvorefter det returneres til AFAVs almindelige behandlingssystem. Separatoren er opbygget således, at hastigheden på stemplet kan varieres fra 0 til 110 mm/s, og separatortrykket kan indstilles mellem 30 og 600 bar.
3.2 Målesystemet
I forbindelse med projektet er der målt følgende under drift:
| Tryk-position af separationsstemplet. | |
| Tørstofbestemmelse | |
| Masse af biomasse og rejekt. |
Opstillingen er forsynet med et målesystem, der gør det muligt at optegne tryk-position diagrammer online på en computer.
Tørstofindholdet er bestemt via prøver på ca. 3 kg.
Massen af biomasse og rejekt er bestemt ved at veje vippecontainerne på en pallevægt.
3.3 Separatorkamrene
I forbindelse med projektet er der afprøvet 4 separatorkamre.
3 af kamrene er opbygget af langsgående lameller, og et kammer er opbygget af et rør, hvori der er boret huller.
Der er 4 parametre, der oprindeligt er indgået i designet af separatorkammeret.
- Rejektmængde
- Kapacitet
- Plastmængde i biomassen
- Slidstyrke
Derudover har vi valgt at svejse kammeret, hvilket medfører en række konstruktionsmæssige og materialetekniske valg. Svejsning fordrer, at kammeret skal fremstilles af stålkvaliteter, der ikke giver svejserevner, hvilket medfører, at der er begrænsninger i, hvor hårdt materiale kammeret kan fremstilles i.
3.4 Oprindelige antagelser og kammer 1
Ved design af det første kammer har der indgået følgende overvejelser.
For at opnå højest mulig kapacitet skal der være størst muligt spalteareal. For at opnå mindst muligt plast i biomassen skal spalterne være mindst mulige.
Det blev besluttet at bygge kammeret af varmvalset rustfast stål i kvaliteten AISI 304 med de tolerancer, det medfører.
Kammeret blev bygget af 8 mm brede lameller med 1 mm brede spalter, hvilket svarer til at 11 % af rørets periferi er åbning.
3.4.1 Konstruktionserfaringer med kammer 1
Det viste sig meget hurtigt, at lamellerne deformerede, således at nogle spalter blev meget brede, og nogle spalter blev klemt sammen.
Første gang deformationen af lamellerne blev iagttaget, var deformationen tydeligst tæt på lukkeventilen. Det blev derfor konkluderet, at deformationen skyldtes ventilens bevægelse.
Der blev på den baggrund isvejst en støttering i kammeret ved udløbsenden.
Det var ikke tilstrækkeligt til at forhindre deformation af lamellerne, og der blev iagttaget deformation længere inde i kammeret.
3.5 Kammer 2
Kammer 2 blev opbygget af 12 mm brede lameller med 0,6 mm brede spalter, svarende til en åbning på 5 %.
Der blev udvist ekstra omhyggelighed ved svejsning af kammeret for at reducere risikoen for, at lamellerne deformerede.
3.5.1 Konstruktionserfaringer med kammer 2
Efter et par dages drift blev det konstateret, at 2 lameller var deformerede.
Der blev fundet 2-3 søm, der var presset ind imellem 2 lameller.
Kammeret blev repareret og sat i drift igen. Fejlen gentog sig flere gange. Ved sidste reparation blev separatorkammeret forstærket yderligere i ventilenden, uden at det dog havde nogen tydelig effekt (se nedenstående billede).

Billede 1:
Kammer 2 med "væltede" spalter.
Det viste sig samtidig, at stemplet var slidt 1-2 mm på den ene side, således at der opstod en tolerance på 2-3 mm mellem stempel og afvandingskammer. Det er antagelsen, at denne tolerance bevirker, at affald kiler sig ind mellem stemplet og separatorkammeret og derved presser hårde partikler ud mellem lamellerne og deformerer disse.
3.6 Kammer 3
Kammer 3 blev opbygget af 20 mm brede lameller med en spalte på ca. 0,25 mm. svarende til et spalteareal på 1,25 %.
For at opnå en god stempelpasning er kammeret drejet ud indvendig. Der er samtidig fremstillet en ny stempelende, således at tolerance mellem stempel og kammer blev på ca. 0,4 mm.
3.6.1 Konstruktionserfaringer med kammer 3
Efter ca. 50 timers drift blev der konstateret en betydelig erosion på 2-3 af spalterne. Der var eroderet huller på op til 4-5x10 mm størrelse. Langt hovedparten af spalterne var lukkede, fordi kanterne på lamellerne var deformeret ud over spalterne. Der sad flere skruer og søm i spalterne. Nedenstående billede viser et af disse huller i kammeret, da det blev afmonteret.
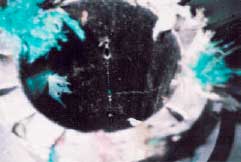
Billede 2:
Eroderet hul i kammer 3
3.7 Konstruktive problemer med spaltekamre.
Forsøgene har vist, at separatorkamrene skal fremstilles i en væsentligt mere slidstærk konstruktion, hvis der skal opnås acceptable levetider.
I den valgte konstruktion, hvor kammeret er svejset sammen, er materialevalget begrænset af, at det skal være muligt at svejse konstruktionen, uden at der opstår svejserevner.
Der er overvejet en række andre løsninger til montering af lamellerne, eksempelvis fastgørelse med skruer i en skabelon.
De meget store kræfter, kammeret har været udsat for, har reduceret troen på, at den slags løsninger kan fremstilles i passende solide udformninger.
Det vil være muligt at fremstille kammeret i svejsbare stålkvaliteter, der er 5-10 gange mere slidstærkt end det rustfaste stål, kammeret er fremstillet af i dag. Der vil så kunne forventes en levetid på et kammer på 200-500 timer.
I større kamre vil det være muligt at skrue slidskinner på lamellerne, hvorved der kan opnås meget større slidstyrke, men der er stadig en risiko for deformation af lamellerne.
Hvis der skal fremstilles kamre med meget højere slidstyrke, er det nødvendigt at ændre konceptet.
Et rør med borede huller vil kunne fremstilles i en kvalitet, der har 50-200 gange højere slidstyrke end det eksisterende kammer. I et sådant kammer vil det være muligt at montere et stempel med en mindre tolerance, således at røret ligeledes holdes rent på indersiden.
3.8 Kammer 4
Kammer fire er fremstillet af et rør, hvori der er boret huller. Røret har en tolerance på 0,4 mm i forhold til stemplet.
3.8.1 Konstruktionserfaringer med kammer 4
Der har været en tendens til, at stemplet krævede større og større kraft for at bevæge sig gennem kammeret. Dette skyldes, at der blev opbygget et lag af plasttrævler i den nederste del af kammeret. Den øverste del holdes rent, da kammer og stempel er skævt oplinet (kammeret hænger lidt i ventilenden). Problemet blev afhjulpet ved et antal stempelslag med meget højt tryk. Herved "blæstes" plasten ud, og modstanden reduceredes.
Der blev ikke konstateret nogen vedvarende tilstopning af hullerne.
3.8.2 Konstruktionserfaringer med separatoren
Stempelseparatoren har ikke været forsynet med en stempeltætning til tætning mod affald, der strømmer bagud. En sådan stempeltætning vil være påkrævet på de efterfølgende anlæg.
Der er i løbet af forsøgsperioden opstået en del slitage fra skydeventilen. Nedenstående billede viser ventilpladen set fra kammersiden. Billedet er taget, lige inden kammer 4 monteres.

Billede 3:
Ringformet erosion på ventilfladens inderside (ind mod kammeret). Billedet er taget
fra kammersiden da kammer 3 blev nedtaget og lige inden kammer 4 blev sat op.
Det vil som for hulkammeret være muligt at producere ventilens slidflader i meget slidstærke materialer. Da det samtidig vil være muligt at producere ventilen, således at denne delvist bortkompenserer slitage, forventes dette ikke at blive et driftsproblem ved opskalering.
Der har været en række konstruktionsmæssige problemer med separatoren, der har givet anledning til en del små driftsstop. Disse driftsstop er stort set alle forårsaget af problemer med positionsfølere.
3.9 Snegleplastseparator
Det blev i løbet af projektforløbet klart, at et acceptabelt plastindhold i biomassen fra AFAV affaldet kun kunne opnås ved så lave separationstryk, at rejektandelen samtidig blev uacceptabelt høj. Det er dog stadig en mulighed, at optimering af konstruktionen kan minimere problemerne med plast i biomassen, således at en to-trinsproces kan undgås.
Der blev herefter opnået enighed om, at projektet skulle udvides til også at omfatte en lavtryksseparation af biomassen fra stempelseparatoren. For udførsel af denne lavtryksseparation blev der opbygget en snegleseparator med en udvendig diameter på 280 mm.
Separatoren er opbygget med en excentrisk aksel på de sidste 500 mm før udløbet. Det medfører, at biomassen valses mod separatorsoldet (en hulplade). Sneglen er monteret med en gearmotor på 1,1kWh og 5 omdr. pr. minut. Kapaciteten er ca. 200-300 kg biomasse pr. time.

Billede 4:
Snegleseparatoren i drift.
3.9.1 Driftserfaringer med snegleseparatoren
For at vurdere effektiviteten ved forskellig fyldning og belastning blev der d. 12/7 kørt 4 forsøg med biomasse fra kammer 4 (hulkammeret).
- 20 kg biomasse doseret i store skovlfulde med langt tidsinterval imellem gav 6,38 kg rejekt = 31,9 %.
- 20 kg biomasse doseret i store skovlfulde med kort tidsinterval imellem gav 7,32 kg rejekt = 36,6 %.
- 20 kg biomasse doseret i små skovlfulde med langt tidsinterval imellem gav 7,17kg rejekt = 35,8 %.
- 20 kg biomasse doseret i store skovlfulde med langt tidsinterval imellem gav 7,24 kg rejekt = 36,2 %.
Forsøg 1 og 4 er identiske. Forskellen skyldtes formentligt, at snegleseparatoren var ren ved start af forsøg 1. Det ser derfor ikke ud til, at fyldning og belastning har nogen nævneværdig indflydelse på snegleseparatorens effektivitet.
Snegleseparatorens indflydelse på tørstofindholdet beskrives i afsnit 4.3.
Under disse varierende driftsforhold virkede "Sneglevalsen" "selvdoserende", og der var ingen problemer med overfyldning ved denne biomassekvalitet. Ved forsøg 2) var sneglen f.eks. helt fyldt med biomasse, uden at dette gav anledning til driftsproblemer. Tidligere har der dog været problemer med, at sneglen overfyldte sig, hvis biomassen var for tør. Dette var tilfældet, da der blev kørt forsøg med biomasse fra kammer 3, som på dette tidspunkt var defekt.
Sneglen er konstrueret således, at biomassen "valses" 4 gange. Det var tydeligt, at der blev presset biomasse ud ved den sidste valsning (dette ses også på billedet oven for). Det må derfor antages, at det er muligt at forbedre sneglens effektivitet ved at forøge antallet af valsebehandlinger og/eller forøge den excentriske snegls tryk mod separatorvægen.
Som kontrol af snegleseparatorens effektivitet er der også blevet udført manuelle valseforsøg på forskellige hulplader. Disse forsøg bekræftede, at det var muligt at opnå væsentligt bedre resultater end dem, som sneglen kunne præstere.
Den rensede biomasse var i alle tilfælde fri for plast.