|
Miljøprojekt nr. 891, 2004 Vurdering af forskellige former for energiudnyttelse af plastaffaldIndholdsfortegnelse
6 Papir/plast (PPF) i kraftvarmeværker
7 Papir/plast (PPF) i cementovne
ForordDette projekt er udarbejdet som et led i indsatsen for forøgelse af genanvendelse af plastaffald. Målsætningen i Affald 21 er en øget genanvendelse af plast generelt. Projektet er udarbejdet for Miljøstyrelsen og finansieret under Program for Renere Produkter. Projektet er gennemført i årene 2002 til 2003. Projektet har været fulgt af en følgegruppe bestående af:
Projektet er udført af en projektgruppe bestående af: Lars Blom, Plastindustrien i Danmark (projektansvarlig), Leif Hoffmann, Heidi K. Stranddorf og Anders Schmidt, dk-TEKNIK samt Henrik Clausen, Aalborg Portland Endvidere har Svend Aage Jensen, ELSAM, og Karen Hvid Ipsen, Techwise bidraget med oplysninger om anvendelse af alternativ brændsel i kraftvarmeværker. Rapporten indeholder følgende afsnit: 1. Metode, hvor den anvendte metode til beskrivelse og vurdering af forskellige teknologier er beskrevet. Sammenfatning og konklusionerFormålFormålet med projektet har været at beskrive og vurdere forskellige metoder til genanvendelse/energiudnyttelse af plastfraktionen i blandet affald. Potentialet er opgjort til ca. 2.900.000 ton blandet affald, der behandles ved forbrænding. Heraf udgør plast 8-10%. Den mængde plastaffald, der allerede indsamles separat med henblik på genanvendelse, er ikke omfattet af undersøgelsen. Udgangspunktet for vurderingen er de samlede affaldsmængder - blandet affald - i Danmark. Plastfraktionen kan behandles på forskellig vis. De behandlingsmetoder, der er vurderet i projektet, er:
VurderingsmetodeDe forskellige metoder til behandling af blandet affald/plastaffald er beskrevet og sammenlignet med udgangspunkt i:
BehandlingsmetoderDer er udviklet forskellige metoder til udsortering af plast fra blandet affald. I dette projekt er der fokuseret på en hollandsk metode til mekanisk udsortering af en papir/plastfraktion (PPF) og raffinering til en blandet plastfraktion (MPF). Første trin - den mekaniske udsortering - fungerer i praksis i forbindelse med forskellige affaldsbehandlingsanlæg i Holland. Ved denne pr°Ces produceres en papir/plastfraktion (PPF). Andet trin - som kan være en vådseparering - er afprøvet på pilotanlæg. Ved denne pr°Ces produceres en blandet plastfraktion (MPF). Begge metoder giver brændsel, der kan forarbejdes og anvendes i kraftvarmeværker eller cementovne som erstatning for kul. Hollænderne vurderer, at andet trin kun er rentabelt, hvis den frasorterede papirmasse kan udnyttes kommercielt. I Danmark foregår der pt. indsamling af papir med henblik på genanvendelse. Det er derfor vurderet, at det ikke vil være realistisk at afsætte en papirfiberfraktion af væsentlig ringere kvalitet, om end det er teoretisk muligt. Vurderingen af anvendelsen af sub-coal er derfor kun foretaget på grundlag af papir/plastfraktionen. PPF og MPF forudsættes fremstillet ud fra dansk affald. Potentialet er estimeret til 333.500 ton PPF og 130.500 ton MPF. De estimerede mængder er relativt usikre, idet de er estimeret ud fra danske affaldsmængder og under antagelse af, at sammensætningen af dansk affald er sammenligneligt med sammensætningen af hollandsk affald. Ved overførsel af hollandske erfaringer vil der være behov for 9-11 mekaniske separationsanlæg. Disse placeres i forbindelse med eksisterende forbrændingsanlæg for at reducere transportomkostningerne. PPF og MPF kan anvendes i danske kraftvarmeanlæg. Som model er Enstedværket valgt. Ud fra den potentielle sammensætning af PPF og MPF og forbrændingsparametre for Enstedværket er emissioner estimeret. I praksis kan man forestille sig anvendelsen fordelt på Sjælland og Jylland. Sub-coal kan tilsvarende anvendes i cementovne. Som model er valgt Aalborg Portland. Ud fra en række opstillede parametre er PPF og MPF vurderet og fundet anvendeligt som alternativt brændsel. De angivne tungmetalindhold vurderes ikke at få afgørende indflydelse på kvaliteten af det færdige produkt. Et alternativ til udnyttelse af energiindholdet i plastfraktionen er kemisk nedbrydning af polymeren. Kemisk nedbrydning/forgasning af affald/plast kræver et komplekst anlæg, og med input af ilt fås et output af methanol og energi i form af el og varme. Forgasning kan gennemføres på plastfraktionen alene eller på blandet affald. SVZ-forgasningsanlægget er valgt som model. Den vurderede pr°Ces er udviklet til at behandle en kombination af affald: husholdningsaffald, kontamineret træ, plast, slam og tjære mv. Forgasningsløsningen kan anvendes på blandet affald - og det kan så ske på et anlæg beliggende i Danmark - eller den kan anvendes på plastfraktionen - og det kan så ske i Danmark eller på et eksisterende anlæg i Tyskland. ResultaterVurderingen af alternative behandlingsmetoder for blandet affald/oparbejdet affald omfatter forskellige scenarier:
Ved anvendelse af en allokeringsmodel udviklet af Energistyrelsen i forbindelse med beregning af CO2-afgifter kan udbyttet af energi fra de forskellige scenarier opgøres som vist:
Ved den anvendte allokeringsmetode fås det største udbytte i scenario I, hvor PPF erstatter kul i kraftvarmeværk. Ved anvendelse af priser for produktion og levering af el (800 kr./MWh) og varme (49 kr./GJ) fås tilsvarende det største økonomiske udbytte i scenario I, men det understreges, at kun selve afregningsprisen er med i dette regnestykke, mens f.eks. omkostninger til opbygning og drift af anlæg ikke er medregnet. I scenario III, hvor PPF erstatter kul eller petrokoks i cementovn fås et tilsvarende udbytte af energi som i scenario I. Oparbejdningen af den blandede papir/plastfraktion (PPF; 21,2 GJ/ton) til en blandet plastfraktion (MPF; 32,6 GJ/ton) giver ikke højere udbytte samlet set, hvilket kan forklares med at den genererede mængde MPF er relativt lille. En følsomhedsanalyse med en 10% forøgelse af brændværdien af PPF henholdsvis MPF giver ikke ændringer i de præsenterede resultater. Opgørelse af potentielle miljøeffekter er vist i nedenstående tabel.
Det ses af tabellen, at det højeste potentiale for drivhuseffekt forekommer i scenario V, som også udviser de største reduktioner i potentiel fotokemisk ozondannelse såvel som forsuring. KonklusionVurderingen tyder på, at det er muligt at opnå et større energimæssigt udbytte ved at separere blandet affald i en fraktion med et højere energiindhold og restaffald. Scenario I (PPF i kraftvarmeværk) og scenario III (PPF i cementovn) giver den bedste udnyttelse af energiindholdet i affaldet enten i form af mest el eller i form af pr°Cesenergi i cementovnen. Vurderingen af bidraget til potentielle miljøeffekter viser et heterogent billede, hvor scenarie V (MPF i forgasningsanlæg har det største bidrag til drivhuseffekten, men samtidig giver den største reduktion i bidrag til fotokemisk ozondannelse og forsuring. Det skal dog understreges, at valget af systemgrænser - først og fremmest hvilke teknologier, der vil blive fortrængt som følge af en ændring i affaldsbehandlingen – er af stor betydning for resultaterne. Sammen med et inhomogent datagrundlag for de forskellige teknologier betyder dette, at de ovenstående konklusioner skal betragtes med forsigtighed. SummaryPurposeThe purpose of the study was to describe and assess various methods for recycling/energy recovery of the plastic fraction in mixed waste. The potential amounts were calculated to be 2,900,000 tons of mixed waste that is currently incinerated in waste incineration plants. 8-10% of this is plastic waste. Plastics already being collected for recycling purposes are not considered in the investigation. The starting point for the investigation is the total amount of mixed waste in Denmark. The plastic fraction of this can be treated in different ways, and the methods assessed in the current project are:
Assessment methodThe different technologies for treatment of mixed waste are described and subsequently compared by:
Treatment methodsSeveral methods for sorting the plastics out from mixed waste have been developed. In the current project the focus is on a Dutch method for mechanical separation of a paper/plastics fraction (PPF) and further refinement to a mixed plastics fraction (MPF). The first step – the mechanical separation producing a paper/plastics fraction – can be found in industrial scale in the Netherlands. The second step – a wet separation process yielding a mixed plastic fraction – has been tested in pilot scale, also in the Netherlands. The resulting product is a fuel that can be further processed and used in production of combined heat and power or in cement kilns as a substitute for coal. In the Netherlands it has been concluded that the second step is economically viable only if the out-sorted paper fraction can be exploited commercially, e.g. by recycling into paper. Collection of waste paper for recycling is very common in Denmark, and utilisation of a “new” fraction of waste paper of a significantly lower quality than usually found is possible, but not very realistic. The assessment of the use of sub-coal is therefore focused on the paper/plastics fraction. PPF and MPF are assumed to be produced from Danish waste. The potential amounts were estimated at 333,500 ton PPF and 130,500 ton MPF. The estimated amounts are relatively uncertain, being estimated from total Danish amounts assuming that the composition of Danish waste is comparable to that of the Dutch waste. Using the Dutch experience, 9-11 mechanical separation plants are needed in connection with existing incineration plants. PPF and MPF can be used in Danish combined heat and power plants. Enstedværket was chosen as the model plant, and based on the composition of PPF and MPF as well as incineration parameters, the emissions were estimated. In a possible future practice, the use of PPF and MPF can be assumed to take place on plants in Jutland and Zealand. Sub-coal can also be used in cement kilns, and the Aalborg Portland plant was used as a model. Based on information about selected quality parameters, PPF and MPF are judged to be suitable as a fuel. As an example, the content of heavy metals is assessed not to have any influence on the quality of the final cement product. An alternative to energy utilisation of the plastics fraction is chemical degradation of the polymers. Degradation and degassing requires a complex plant that, with additional input of oxygen, can produce methanol, electricity and heat. Degassing can be performed on the plastics fraction alone, or on mixed waste. The SVZ plant in Germany was chosen as a model. The processes at this plant were developed to treat a combination of different types of waste: household waste, contaminated wood, plastics, sludge, tar, etc. The degassing option can potentially be used on mixed waste in Denmark or – following a separation step – on the plastics fraction alone, either in Denmark or Germany. ResultsThe assessment of alternative methods for treatment of mixed or processed waste comprises the following scenarios:
By using the model developed by the Danish Energy Agency for allocation of CO2 emissions between heat and power production, the combined yield of energy in the form of heat (for district heating and processes), electricity, and methanol (as fuel) can be established:
With the selected allocation method the greatest yield is observed in Scenario I, in which PPF substitutes coal in a combined heat and power plant. An almost similar yield is observed in Scenario III, in which PPF substitutes coal or petrol coke in cement kilns. Refinement of the paper/plastics fraction to a mixed plastics fraction with a higher calorific value does not increase the overall yield of energy. It is mentioned that economic calculations using the prices for delivered energy (heat and power) also show that the Scenario I is the most favourable option. The calculations does not take the cost of building and maintenance of the separation plant into account and should only be seen as a very rough indication. A sensitivity analysis examining a 10% increase of the calorific value of the PPF and MPF fractions does not change the results significantly and does not change the relative ranking of the scenarios. The contributions to potential environmental impacts are shown in the Table below.
It appears from the Table that the highest contribution to global warming is found in Scenario V, which on the other hand also shows the largest potential for reduction of the contribution to photochemical ozone formation and acidification. ConclusionsThe assessment indicates that it is possible to achieve a higher yield of energy by separation of mixed waste into a fraction with a higher calorific value and a residual fraction. Scenario I (PPF in combined heat and power plants) and Scenario III (PPF in cement kilns) give the best utilisation of the energy content of the waste, either in the form of increased production of electricity or in the form of process energy in the cement kiln. The contribution to the selected potential environmental impacts shows a heterogeneous picture, where Scenario V has the highest contribution to global warming, but at the same time also provides the largest reduction of the contribution to photochemical ozone formation. It is, however, stressed that the choice of system boundaries – primarily with respect to which technologies are affected by changed handling of mixed waste – is of great importance for the results. This, especially when combined with the rather inhomogeneous data base that was available for the assessment, means that the above conclusions should be regarded with great caution. 1 Metode1.1 IndledningDette afsnit beskriver den metode, der er anvendt til at beskrive, vurdere og sam menligne forskellige principper for energiudnyttelse af plastfraktionen i blandet affald. Metodebeskrivelsen omfatter følgende punkter:
Beskrivelsen og vurderingen er gennemført på en kombination af eksisterende udenlandske processer og potentielle danske processer. De eksisterende udenlandske processer, der er medtaget i vurderingen, er:
De potentielle danske processer, der er medtaget i vurderingen, er:
Der eksisterer ikke på nuværende tidspunkt anlæg til forbehandling af blandet affald i Danmark med henblik på videre udnyttelse som højenergi brændsel i kraftværker eller andre energikrævende industrielle processer. For vurdering af udnyttelse af blandet plastaffald som brændsel under danske forhold tages der derfor udgangspunkt i resultaterne fra et hollandsk anlæg/pilotanlæg. Det hollandske anlæg fremstiller sub-coal, som forekommer i to forskellige former som følge af en ét- eller to-trins separering: PPF (papir/plast fraktion) og MPF (blandet plastfraktion). De to fraktioner adskiller sig foruden ved sammensætningen, af brændværdien. Den aktuelle brændværdi af de to fraktioner vil afhænge sammensætningen af udgangsmaterialet (blandet affald) og af de anvendte raffineringsprocesser. Efterfølgende anvendes begreberne PPF og MPF for fraktioner med henholdsvis højere brændværdi og meget højere brændværdi end udgangsmaterialet. 1.2 FormålFormålet med vurderingen er at sammenligne de miljømæssige effekter ved forskellige alternative former for energiudnyttelse af plastfraktionerne i affald jf. potentialet af plast, der ikke allerede genanvendes. Potentialet for produktion af højenergibrændsel i Danmark er opgjort med udgangspunkt i danske affaldsstatistikker og hollandske resultater vedrørende separation af affald; se kapitel 2. Potentiale. 1.3 Definition af funktionel enhed og systemgrænserDen funktionelle enhed for vurderingen af de alternative former for energiudnyttelse af plastaffald er defineret til
Output fra de forskellige behandlingsformer kan være energi (el eller varme) eller basiskemikalie. For at opnå et sammenligneligt grundlag regnes der med fortrængte emissioner, dvs. den producerede varme erstatter en tilsvarende mængde varme produceret med fossilt brændsel, og de producerede kemikalier erstatter de samme basiskemikalier fremstillet i den petrokemiske industri ud fra olie og naturgas; se 1.5 Valg af allokeringsmodel. 1.4 Valg af parametreSammenligningen af de alternative anvendelsesmetoder for plastfraktionen i blandet affald sker ved en række parametre, som er illustreret ved Figur 1.1. Med hensyn til opgørelse af emissioner fra potentiel anvendelse af alternative råvarer (fx PPF eller MPF) i nuværende danske processer (fx cementovne eller kraftvarmeværker) er det ikke muligt at basere sig på målte emissioner. Emissionerne er derfor forsøgt estimeret ud fra kendskab til de aktuelle danske processer under anvendelse af viden om tilsvarende udenlandske processer. Anvendeligheden af det alternative brændsel i danske processer vurderes ud fra følgende parametre:
Som udgangspunkt var det hensigten at estimere fordelingen af de forskellige tungmetaller i emissioner til luft, flyveaske og bundaske ud fra indholdet af tungmetaller i PPF og MPF produceret ud fra hollandsk affald, ligesom det også var hensigten at belyse en række emissioners bidrag til lokale og regionale miljø- og sundhedsbelastninger, se Tabel 1.1. Det var dog ikke muligt inden for projektets rammer at tilvejebringe et konsistent datagrundlag for mange emissioner, og antallet af emissioner såvel som bredden i de undersøgte effektkategorier er derfor reduceret væsentligt, jf. afsnit 1.6. 1.5 Valg af allokeringsmodelDe analyserede behandlingsmetoder: affaldsforbrænding, forbrænding af udvalgte affaldsfraktioner i andre anlæg (cementovne, kraftvarmeværker) kombineret med forbrænding af restaffaldet i affaldsforbrændingsanlæg, forgasning af udvalgte faktioner kombineret med forbrænding af restaffaldet i affaldsforbrændingsanlæg eller forgasning af den samlede affaldsmængde giver en række output fx el, varme og methanol. Ved sammenligning af forskellige behandlingskombinationer er det derfor nødvendigt at forholde sig til de forskellige output. Problemet kan i princippet løses ved to forskellige metoder:
De internationale standarder for LCA anbefaler systemudvidelse (ISO, 1998). Denne fremgangsmåde er derfor anvendt hvor muligt i dette projekt, idet visse af de grundlæggende nøgletal for de undersøgte teknologier er baseret på undersøgelser, hvor allokering har været det bærende princip i beregningerne. I praksis kan systemudvidelsen håndteres ved at regne med supplerende produktion eller ved at regne med fortrængte emissioner dvs. energi produceret ved den alternative proces erstatter energi produceret ud fra fossile brændsler etc.; se Figur 1.2.
Figur 1.2 Figur 1.2 illustrerer anvendelse af udvidede systemgrænser med to forskellige beregningsmæssige principper - henholdsvis A: Supplerende processer og B: Fortrængte emissioner - ved sammenligning af affaldsforbrænding og forgasning af affald:
De to beskrevne principper giver samme resultat ved sammenligning af forskellige scenarier. Sidstnævnte princip er anvendt i de efterfølgende sammenligninger af forskellige behandlingsformer. El og varme produceret ved affaldsforbrænding, ved forbrænding af alternativt brændsel i kraftværker eller ved forgasning af affald fortrænger marginal el (beskrevet af fx Frees & Weidema, 1998) og marginal varme (beskrevet af fx Widheden et al., 1998 kombineret med Frees & Weidema, 1998). Marginal el er defineret som den sidst producerede kWh, og den kan estimeres som el baseret på kulkraft (marginal på kort sigt), el baseret på naturgas (marginal på lang sigt) eller den "reelle" marginal ("systemmarginal"), der er bestemt som forskellen mellem elproduktionen et år, hvor produktion = forbrug (nettoeksporten = 0) og et år, hvor der forekommer en eksport af el. Denne merproduktion kan således betragtes som marginal el, og det er denne fremgangsmåde, der er anvendt i projektet. Den producerede varme antages at fortrænge fjernvarme produceret fra 60% fuelolie og 40% naturgas (dansk gennemsnit) med en effektivitet på 85%. Emissionsfaktoren for fx CO2 kan under disse forudsætninger beregnes til 89 g CO2/MJ. En anden tilgang kan være at regne varme produceret ved kraftvarmeproduktion d.v.s. gennemsnitlig dansk varme som marginal varme. Energisektorens LCA (Energi E2 et al., 2000) opstiller emissionsfaktorer for dansk varme, og de er beregnet ved allokering efter energiindhold og energikvalitet. Emissionsfaktoren for CO2 er beregnet til 554 og 164 g CO2/kWh an forbruger (svarende til 154 og 46 g CO2/MJ) ved allokering efter henholdsvis energiindhold og energikvalitet. Disse to emissionsfaktorer ligger - selv efter korrigering for distributionstab - på hver side af den anvendte emissionsfaktor. Der er således en betydelig usikkerhed omkring beregningen af CO2-emissioner alt efter hvilken allokereings- og beregningsmåde, der anvendes, og sammenligningen på dette område skal tolkes med stor forsigtighed. Ved anvendelse af alternativt brændsel i cementovne fortrænges traditionelt brændsel svarende til den energimængde, der bliver indfyret med alternativt brændsel. 1.6 MiljøvurderingMiljøvurderingen er gennemført ved anvendelse af UMIP-metoden og skulle som udgangspunkt medtage følgende miljøeffekter:
Tabel 1.1 viser, hvilke emissioner der bidrager til de forskellige miljøeffektpotentialer. Listen er som udgangspunkt opstillet, så alle behandlingsformer kan blive dækkende beskrevet og vurderet. Tabel 1.1
I forbindelse med dataindsamlingen blev det imidlertid klart, at det ikke inden for projektets rammer var muligt af tilvejebringe et fuldstændigt og konsistent datagrundlag for alle relevante processer, blandt andet fordi datakilderne er blevet etableret med vidt forskellige formål og med anvendelse af forskellige fremgangsmåder. Listen af miljøeffekter og emissioner, der bidrager hertil, er derfor reduceret væsentligt, som det fremgår af Tabel 1.2. Tabel 1.2
Ideelt set burde vurderingen også inkludere forbrug af ressourcer og producerede mængder affald fordelt på volumenaffald, industri-/erhvervsaffald og farligt affald. Også på dette område blev det i projektperioden klart, at de tilgængelige datakilder ikke var af en kvalitet, der tillader en sammenligning mellem forskellige teknologier, og også denne del af vurderingen er derfor udeladt af projektrapporteringen. 2 PotentialeDette afsnit beskriver det danske potentiale for effektiv udnyttelse af energien i plastaffald i Danmark. I dag forekommer der udelukkende forbrænding af blandet affald med energiudnyttelse, men der er variation i de enkelte anlægs effektivitet og i forholdet mellem produceret mængde el og varme. 2.1 Estimat af dansk potentialePotentialet for fremstilling af PPF og MPF i Danmark kendes ikke, men er estimeret med udgangspunkt i følgende faktorer:
I 2000 blev der tilført 3.064.000 ton affald til forbrænding (Miljøstyrelsen, 2001), og heraf blev 2.908.000 ton tilført forbrænding med energiudnyttelse. Med udgangspunkt i de angivne behandlingsformer for affald fra forskellige kilder kan affaldet tilført forbrændingsanlæg opgøres som ca. 1.800.000 ton affald fra "Husholdninger", ca. 525.000 ton affald fra "Institutioner/handel og kontor", ca. 450.000 ton affald fra "Fremstilling mv." og ca. 100.000 ton fra "Byggeri og anlæg" svarende til 2.875.000 ton. Der foreligger ikke nye undersøgelser af plastandelen i affald tilført affaldsforbrænding i Danmark, men ud fra APME's statistik kan mængden anslås til 260-280.000 ton plast (APME, 2002). Det giver således en plastandel på 9-10%. De hollandske forsøg med mekanisk sortering af affald, se kapitel 4 Fremstilling af sub-coal, tager udgangspunkt i blandet affald med et indhold af plast på 8-10%. Den mekaniske udsortering resulterer i en papir/plastfraktion (PPF) med et udbytte på 11,5% (TS), og den efterfølgende vådseparation resulterer i en blandet papir/plastfraktion (MPF) med et udbytte på 4,5% (TS). Såfremt disse nøgletal anvendes på blandet dansk affald fås:
og
Restaffaldet fremkommer ved mekanisk udsortering af brændbart materiale hovedsagligt plast fra blandet affald. Restfraktionen fra vådsepareringen tilbageføres til restaffaldet. Denne udsortering af energirige affaldsfraktioner resulterer i, at brændværdien af restaffaldet falder i forhold til affaldets oprindelige brændværdi. Under forudsætning af, at den gennemsnitlige brændværdi i blandet affald er 10,5 GJ/ton (Energistyrelsen, 2002a) og at brændværdien i det udseparerede PPF og MPF har en brændværdi på 21,2 henholdsvis 32,6 GJ/ton (målte værdier), kan brændværdien i restaffaldet beregnes som vist i Tabel 2.1. Tabel 2.1
PPF Papir/plastfraktion. De beregnede mængder PPF og MPF såvel som brændværdi og mængde af restaffald indgår i de efterfølgende vurdering af forskellige behandlingsmuligheder. 2.2 Estimering af behandlingskapacitet i DanmarkSeparation af affald i en papir/plastfraktion og en restfraktion foregår p.t. på et hollandsk anlæg (mekanisk separation) med en kapacitet på 40 ton affald/time (se kapitel 4 Fremstilling af sub-coal). Under forudsætning af, at der anvendes anlæg med samme kapacitet i Danmark, vil der til behandling af 2.900.000 ton affald være behov for ca. 72.500 driftstimer/år. Det mekaniske separationsanlæg antages at kunne anvendes i dagtimerne (24 timer/dag) 7 dage om ugen og 40-47 uger om året, hvilket giver en driftstid på 6.720-7.896 timer/år. Der vil således være behov for 9-11 anlæg for at dække behovet i Danmark. 2.3 Beskrivelse af udgangsmateriale / potentialeSammensætningen af plastandelen i blandet affald er ikke kendt. Emballageplast udgør en væsentlig del heraf, og netop emballageplast og genanvendelse heraf er undersøgt i detaljer (Ottosen, 2002); se Tabel 2.2 og Tabel 2.3. I Tabel 2.3 er den teoretiske brændværdi for hver plasttype anført, og for den samlede mængde emballageplast er brændværdien beregnet. Den samlede brændværdi for emballageplast i blandet affald kan beregnes til 5.814.392 GJ svarende til en gennemsnitlig brændværdi på 42 GJ/ton. Tabel 2.2
Tabel 2.3
1. Brændværdien for andet plast antages at være
40 GJ/ton. Den estimerede brændværdi for emballageplast i blandet affald udgør mindre end 20% af den samlede brændværdi i blandet affald. Den samlede brændværdi af MPF er beregnet til 4.250.000 GJ, hvilket er mindre end brændværdien af emballageplasten. Dette forhold kan forklares ved at udsorteringen af plast ikke er 100% effektiv. 3 Affaldsforbrænding3.1 IntroduktionAffaldsforbrænding udgør basisscenariet i denne vurdering. Der er taget udgangspunkt i energisektorens LCA, som indeholder oplysninger om emissioner fra affaldsforbrænding gældende for 1997 (Energi E2 et al., 2000). 3.2 Beskrivelse af krav til brændselDen gennemsnitlige brændværdi i blandet affald antages at være 10,5 MJ/kg jf. Energistatistikken 2001 (Energistyrelsen, 2002a). Affaldsforbrændingsanlæg stiller ikke særlige krav til det indfyrede brændsel ud over, at brændværdien ikke må overstige det enkelte anlægs/den enkelte linies kapacitet. Den nominelle brændværdi ligger i intervallet 7,3-13,4 MJ/kg (Rambøll, 2001). I de tilfælde hvor den enkelte linies kapacitet overskrides kan det blive nødvendigt at sænke brændværdien ved tilsætning af vand til affaldet. 3.3 Teknisk beskrivelse af teknologienDer findes 31 affaldsforbrændingsanlæg (1999) i Danmark med en samlet kapacitet på 2,7 mio. ton (Rambøll, 2001). Deres forbrændingskapacitet og røggasresningsteknologi varierer. Energisektorens LCA (Energi E2 et al., 2000) medtager miljøbelastninger fra affaldsforbrænding baseret på behandling af 2.157.379 ton affald på 23 affaldsforbrændingsanlæg. Disse anlæg producerer reelt 847.851 MWh el og 10.934 TJ varme svarende til 0,393 MWh el/ton affald og 5,07 GJ varme/ton affald. Denne antagelse giver formodentlig en forskydning mod el, idet der i energisektorens LCA primært er søgt oplysninger om kraftvarmeproduktion. Med udgangspunkt i de producerede mængder el og varme per ton affald er den samlede produktion ved behandling af 2.900.000 ton affald beregnet. 3.4 EnergibalanceEnergi- og massebalancen for forbrænding af blandet affald er vist i Tabel 3.1. Tabel 3.1
Tabellen viser at forbrænding af 2.900.000 ton blandet affald med en brændværdi på 10,5 GJ/ton giver anledning til produktion af 1.15 TWh el og 14.726 TJ varme. Affaldsforbrænding fortrænger således en tilsvarende mængde marginal el henholdsvis marginal varme. 3.5 Opgørelse af miljøbelastningerDe gennemsnitlige miljøbelastninger fra affaldsforbrænding er opgjort i forbindelse med energisektorens LCA (Energi E2 et al., 2000). De potentielle miljøeffekter er sammenlignet i kapitel 8 Sammenligning og vurdering. 4 Fremstilling af sub-coal4.1 IntroduktionProduktionen af sub-coal [4] er en proces, der er udviklet i Holland på foranledning af et konsortium bestående af VMK (Vereiniging Milieubeheer Kunsstofverpakkingen), APME (the Association of Plastics Manufactures in Europe), Kappa Packaging, SCA De Hoop Packaging, Novem (Nederlandse Organisatie voor Energie en Milieu), VAM og EZH (Electricitetsbedrijf Zuid-Holland) (VMK; Schöen et al., 2000). Produktion af sub-coal er en proces, der forarbejder blandet affald/husholdningsaffald til brændsel på en form, der gør, at det kan anvendes i forskellige forbrændingsprocesser. Kvaliteten af brændslet afhænger af udgangsmaterialet, og den efterfølgende beskrivelse bygger på hollandske forhold, dvs. sammensætningen af hollandsk dagrenovation og erhvervsaffald. Sammensætningen af sub-coal og anvendelse i forskellige anlæg er undersøgt af Schöen et al. (2000) og Croezen & Bergsma (2000). 4.2 Produktion af brændselSub-coal fremstilles ved mekanisk separation af husholdningsaffald, hvorved man får en papir/plast-fraktion (PPF) (Schöen et al., 2000); denne proces har en årrække været praksis i kommerciel skala på affaldsbehandlingsanlægget i Wijster, Holland. Det er muligt at gennemføre yderligere et separationstrin, hvorved papirfibre skilles fra til oparbejdning, og man får en blandet plast-fraktion (MPF); denne proces er afprøvet på pilotanlæg. Croezen & Bergsma (2000) beskriver de miljømæssige konsekvenser ved fremstilling af sub-coal samt separation af husholdningsaffald i PPF, RDF [5]-rest (restfraktion 1) og en restfraktion (restfraktion 2) mere detaljeret end førstnævnte beskrivelse. Processen samt massebalance for plastdelen er som vist i Figur 4.1. Figuren viser, hvordan startmængden på 100% fordeles på forskellige fraktioner. Først sker der en mekanisk separation, hvorved 11,7% plast (w/w) (og 3,4% vand) separeres til deponi (affaldsforbrænding i Danmark). Den resterende mængde (69,4% plast, 15,5% vand (w/w)) udgør RDF-fraktionen, der i forskellig form forbrændes på kulkraftværk, i cementovn og i affaldsforbrændingsanlæg. Plastfraktionen er yderligere analyseret for forskellige plasttyper; se Tabel 4.1. Med henblik på at kommercialisere udnyttelsen af brændsel fremstillet ud fra affald (RDF) i form af enten PPF eller MPF kan der opstilles en række kvalitetskrav til det alternative brændsel (Schöen et al., 2000):
Tabel 4.1
Når der ses bort fra vandindholdet, kan fordelingen af plast beregnes til 75,6% PE/PP, 5,1% PVC, 12,2% PS, 1,5% PET og 5,8% andet plast. Det stemmer nogenlunde overens med fordelingen i dansk plastemballageaffald, som dog har højere indhold af PET og PS og ikke medregner PVC. Den blandede plastfraktion kan enten anvendes som brændsel eller tilføres et plastgenbrugssystem; den sidste mulighed sætter dog store krav til renheden af produktet (Schöen et al., 2000). Kvaliteten af MPF vil næppe være af så høj kvalitet, at det vil kunne indgå i det danske system for genanvendelse af plast. Såvel PPF og MPF kan pelleteres og opbevares indtil brug. Brændværdi og indhold af farlige stoffer afhænger af sammensætningen af udgangsmaterialet og af effektiviteten af separationsprocesserne. Sammensætningen af udgangsmaterialet - hollandsk husholdningsaffald - og PPF er vist i Tabel 4.2; sammensætningen er vist for eventuelt at kunne drage paralleller til danske forhold. Tabel 4.2
I forbindelse med det hollandske pilotanlæg er PPF og MPF renset for synlige inerte materialer og analyseret for makroelementer (oxider), tungmetaller, halogener og andre grundstoffer samt brændværdi; se Tabel 4.3. Begge kilder omtaler samme pilotanlæg. Tabel 4.3
1. Schöen et al. (2000). 4.3 Teknisk beskrivelse af teknologienFremstillingen af PPF og MPF foregår i 2 trin, hvor første trin er en mekanisk separation, som praktiseres i dag, mens andet trin er en vådseparation, som er afprøvet på pilotanlæg. 4.3.1 Mekanisk separationDet mekaniske separationsanlæg har en kapacitet på 40 ton/time. Et diagram for den mekaniske separation er vist i Figur 4.2 4.3.2 VådseparationPilotanlægget raffinerer PPF (blandet papir/plast fraktion) yderligere. Det testede pilotanlæg har en kapacitet på 2 ton/time med et output på 0,6 ton MPF/time (beregnet som tørstof). Et flowdiagram for pilotanlægget i Figur 4.3. Schöen et al. (2000) har ikke opgjort de økonomiske omkostninger ved at opføre og drive et vådsepareringsanlæg, men de forventer, at de vil være for høje til, at processen bliver økonomisk rentabel. 4.4 Energibalance ved produktion af sub-coalEnergiforbruget ved fremstilling af sub-coal forekommer ved mekanisk separation, ved vådseparation og ved tørring/granulering; sidstnævnte proces kan gennemføres på både PPF og MPF. I Tabel 4.4 er energiforbruget ved de forskellige processer angivet. Energiforbruget ved vådseparation er ikke angivet, hvorfor det er skønnet at være 13 kWh/ton affald svarende til 87 kWh/ton PPF. Tabel 4.4
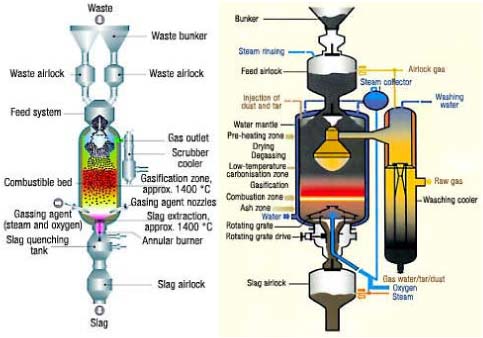
1. Energiforbruget til vådseparation er skønnet at være af samme størrelsesorden som for den mekaniske separation (udtrykt i forhold til udgangsmængden - dvs. den er højere per behandlet mængde). 4.5 Opgørelse af miljøbelastningerMiljøbelastninger er ikke opgjort særskilt for sub-coal processen, men energiforbruget til frembringelse af PPF såvel som MPF (og de relaterede emissioner) indgår i den samlede opgørelse af miljøbelastninger for de øvrige behandlingsmetoder. 5 Forgasning af plastaffald5.1 IntroduktionForgasning af affald er en metode, hvorved kulstofholdigt materiale omsættes under tilstedeværelse af ilt, og der dannes forskellige gasser og energi. Ved beskrivelse af forgasning af plastaffald tages der udgangspunkt i et tysk anlæg - SVZ Sekundärrohstoff VerwertungsZentrum Schwarze Pumpe, der blandt en lang række affaldstyper modtager plastaffald. SVZ er ét anlæg blandt mange. Beskrivelsen af anlægget er baseret på informationsmateriale fra SVZ (SVZ, 2000; 2002), miljøvurdering af forskellige behandlingsteknologier for plastaffald herunder forgasning på SVZ (Heyde & Kremer, 1999) samt besøg på anlægget. Forgasning af dansk plastaffald kan i princippet ske på følgende måde:
Endvidere er det muligt af forgasse blandet affald. 5.2 Beskrivelse af krav til brændselSVZ modtager en lang række affaldstyper - farligt affald såvel som "almindeligt" industriaffald - i fast og flydende form. Betingelsen for at modtage affaldet er i princippet, at det er brændbart. SVZ har godkendelse til at modtage og behandle mere end 100 affaldstyper fx:
Affaldet modtages enten ubehandlet eller forbehandlet. Det er primært spildevandsslam, blandet plast, kontamineret træ, blandet affald samt tjære og andet slam, der modtages ubehandlet. Det ubehandlede affald forbehandles på forskellig måde:
Metaldele sorteres fra under forbehandlingen af primært husholdningsaffaldet. En passende blanding af de forskellige affaldstyper tilføres anlægget. Blandingsforholdet er optimeret således at indholdet af brændbare stoffer og faste stoffer giver den mest effektive forgasning. Blandingen tilsættes kul som "støttebrændsel" jf. anlæggets driftstilladelse. Flydende affald blandes og indfyres direkte i forgasseren beregnet til flydende affald. Grænseværdier for indhold af tungmetaller og andre farlige stoffer i fast affald til forgasning (acceptkriterier) er vist i Tabel 5.1. Den miljømæssige vurdering af forgasning af plastaffald er gennemført med udgangspunkt i en tysk undersøgelse (Heyde & Kremer, 1999), som er tilpasset danske forhold. Det vil sige, at miljøbelastningerne ved forgasning er isolerede fra det samlede system (systemgrænser defineret i den tyske vurdering), således at det er muligt at sammenligne den tyske proces med de øvrige potentielle processer ud fra danske forudsætninger. Tabel 5.1
1. Dioxinekvivalenter. 5.3 Teknisk beskrivelse af teknologienSVZ-anlægget er består af to forgasser beregnet til flydende affald og en serie forgassere beregnet til fast affald. Forgasserne beregnet til fast affald er fordelt på 7 gamle "solid bed" forgassere og én ny BGL-forgasser [6]; se Figur 5.1. Anlæggets nøgletal er vist herunder: Forbehandling:
Forgasning:
Gasanvendelse:
I praksis er BGL-forgasseren i drift kontinuert, mens to af de 7 forgassere er i drift; de resterende kan sættes ind ved reparation osv. Input til forgasseren er en blanding af spildevandsslam i briketter, plast kompakteret, træ snittet til flis, findelt husholdningsaffald, tjære og slam i pilleform.
Figur 5.1 Reaktionstemperaturen i trykforgasseren er op til 1.600°C ved 25 bar (~ 25 atm.), og den opererer med en kapacitet på 30 ton/time (SVZ, 2002). Ilt (O2) produceres på stedet. Reaktionerne i forgasseren er vist herunder: 2C + O2 ⇔ 2CO H2O + C ⇔ CO + H2 H2O + CO ⇔ H2 + CO2 Gasserne reagerer videre til methanol i methanolanlægget i følgende processer: 2H2 + CO ⇔ CH3OH 3H2 + CO2 ⇔ CH3OH + H2O Den producerede methanol kan derefter anvendes som råvare ved produktion af en lang række produkter inden for den kemiske industri:
Formaldehyd produceres på stedet. Flowsheet for processen med fokus på plastaffald er vist i Figur 5.2, men det skal understreges, at forgasseren kræver et blandet input for at kunne fungere optimalt. Kun de væsentligste strømme er vist i figuren.
Figur 5.2 1. DSD: Duales System Deutchland. Heyde & Kremer (1999) har i deres sammenlignende vurdering udvidet systemgrænserne med henblik på at gøre forskellige behandlingsmetoder sammenlignelige. Systemgrænserne for analyse af forgasning medtager således behandling af "vakuum residue", som indgår i produktion af naphtha og damp; damp produceres ligeledes ud fra el og naturgas. I dette studie trækkes disse processer ud af den samlede opgørelse, ligesom deponering af sorteringsresterne bortskaffes ved affaldsforbrænding med energiudnyttelse. 5.4 Energi- og massebalanceEnergi- og massebalance for forgasning af plastaffald (MPF)/forbrænding af restaffald er vist i Tabel 5.2. Tabel 5.2
Tabellen viser, at forgasning af en plastfraktion svarende til MPF samt forbrænding af restaffaldet med energiudnyttelse giver anledning til produktion af 1,21 TWh el, 12.445 TJ varme samt 92.916 ton methanol. I energibalancerne er det antaget, at methanol kan anvendes som brændsel med en øvre brændværdi på 21,8 MJ/ton, således at det energimæssige udbytte af methanolproduktion samlet er 2.026 TJ. Dette er et forsigtigt estimat af udbyttet, idet værdien af methanol formodentlig er højere, når det anvendes som mellemprodukt eller opløsningsmiddel i den kemiske industri. 5.5 Miljøbelastninger ved teknologienSammensætningen af plastfraktionen, som indgår i undersøgelsen, er vist i Tabel 5.3. Plastfraktionen, der er udgangspunkt for vurderingen af forgasning, er indsamlet af "Duales System Deutschland AG". Brændværdien og sammensætningen adskiller sig ikke væsentligt fra den blandede plastfraktion (MPF), som fremstilles ved den hollandske sub-coal-metode; se Tabel 4.1. I dette projekt antages, at plastaffaldet til genanvendelse/ energiudnyttelse udsorteres fra blandet affald, hvorfor de "miljømæssige omkostninger" ved produktion af MPF antages at være repræsentativ for udsortering af plastaffald til forgasning. Tabel 5.3
Systemgrænserne anvendt i den foreliggende vurdering af SVZ-forgasningen er defineret med henblik på at kunne sammenligne forskellige andre processer til behandling af plastaffald, hvorfor de ikke direkte fokuserer på behandling af plastaffald ved forgasning. For at gøre processerne sammenlignelige med de øvrige behandlingsmetoder, som indgår i dette projekt, er opgørelsesdataene korrigeret for de supplerende processer, der er medtaget som følge af systemudvidelser. De foreliggende opgørelsesdata for forgasning er således korrigeret for følgende processer:
Herudover er energiforbrug ved oparbejdning af DSD plast og transportbehov erstattet med energiforbrug ved fremstilling af MPF og estimeret transportbehov. 6 Papir/plast (PPF) i kraftvarmeværkerDette afsnit beskriver forholdene omkring anvendelse af PPF (papir/plastfraktion) i et dansk kraftvarmeværk. Som modelkraftværk for anvendelse af sub-coal i ELSAM-området er Enstedværket (EV3) udvalgt. Der er efterfølgende taget udgangspunkt i brændselsspecifikationer for hollandsk produceret brændsel; se afsnit 4.2 og Tabel 4.3. 6.1 Beskrivelse af krav til brændselPPFs anvendelighed i kraftvarmeværker er beskrevet herunder ud fra en række parametre.
6.2 Teknisk beskrivelse af teknologienELSAM har peget på Enstedværket med følgende praktiske begrundelser:
Hvis der anvendes andre udvælgelseskriterier som fx optimal energiudnyttelse eller gennemsnitlig energiudnyttelse vil valget kunne falde på andre anlæg i ELSAM-området. EV3 er bygget i 1979 og turbinen er opgraderet i 1997. Den maksimale kontinuerte eleffekt (netto) er 633 MW og den maksimale fjernvarmeydelse er 85 MJ/s. DeSOx-anlægget er baseret på en vådabsorptionsproces med kalksten/crumbles som absorbent. ved rensningsprocessen dannes gips, der kan genanvendes. DeNOx-anlægget er baseret på SRC-processen (Selective Catalytic Reduction). Anlægget er endvidere forsynet med elektrofilter, der fjerner mere end 99,9% af asken fra røggassen (ELSAM, 2002). For den østlige del af Danmark vil Amagerværkets blok 3 eventuelt i samarbejde med Amagerforbrænding være en mulighed. Amagerværket og Amagerforbrænding er naboer, hvorfor et samarbejde omkring forbehandling (separering af affald) vil være relativt let at etablere. 6.3 EnergibalanceEnergi- og massebalance for forbrænding af PPF og MPF i kraftværker som substitution af kul er vist i Tabel 6.1. Tabel 6.1
Tabellen viser, at forbrænding af PPF og MPF i et kraftværk kombineret med forbrænding af restaffaldet på affaldsforbrændingsanlæg giver anledning til produktion af 1,62 TWh el og 11.230 TJ varme henholdsvis 1,39 TWh el og 12.577 TJ varme. Det svarer til en stigning i elproduktionen på henholdsvis 40% henholdsvis 20%. 6.4 Opgørelsen af miljøbelastningerEmissioner fra kulfyrede værker er dels estimeret ud fra data indsamlet i energisektorens LCA dels estimeret ved hjælp af ELSAM's beregningsværktøj EMOK. Følgende datasæt er estimeret:
EMOK er en model til estimering af tungmetalemissioner ud fra kendskab til tungmetalindholdet i det indfyrede brændsel. For Enstedværket er en række øvrige parametre estimeret. Det drejer sig om CO2, NOx og SO2. Resultaterne af opgørelsen af miljøbelastningerne er vist i afsnit 8.2 Opgørelse af miljøbelastninger og 8.3 Miljøeffektpotentialer. Som marginal el anvendes i denne vurdering den "reelle" marginal ("systemmarginal"), der er bestemt som forskellen mellem elproduktionen et år hvor produktionen er den samme som forbruget og et år, hvor der forekommer en eksport af el. Denne merproduktion kan betragtes som marginal el. I afsnit 8.4.2 Følsomhedsanalyse: marginal el fremstillet ud fra naturgas er anvendelse af naturgasbaseret el vurderet. Som marginal varme anvendes fjernvarme produceret fra 60% fuelolie og 40% naturgas (dansk gennemsnit) med en effektivitet på 85%. 7 Papir/plast (PPF) i cementovneDette afsnit beskriver forholdene omkring anvendelse af sub-coal i dansk cementovn. Som modelanlæg er Aalborg Portland valgt. Aalborg Portland bruger allerede alternative brændsler, og de har erfaring med ca. 10 forskellige typer. Der er taget udgangspunkt i brændselsspecifikationer for hollandsk produceret brændsel; se afsnit 4.2 og Tabel 4.3. 7.1 Beskrivelse af krav til brændselSub-coals anvendelighed i cementovne er beskrevet herunder ud fra en række parametre.
7.2 Teknisk beskrivelse af teknologienCement fremstilles ved forarbejdning af kridt og sand. Kridt slemmes op med vand i en slemmetromle. Malet sand og opslemmet kridt blandes til færdigslam, som derefter pumpes ind i en tørreknuser. I tørreknuseren tørres slammet, og der dannes råmel. I denne proces tilsættes andre råvarer fx flyveaske. Råmelet opvarmes ved hjælp af røggas til 750°C og endelig til 900°C, hvorved det kalcineres, dvs. udskiller CO2. Produktet føres herefter til en 74 m lang rotérovn, hvor det brændes til klinker ved en temperatur på 1.500°C. Efterfølgende finformales cementklinkerne med gips. Kul eller andre brændsler indfyres direkte i rotérovnen. Sub-coal kan her erstatte kul i en mængde ækvivalent med energiindholdet i det alternative brændsel. Brændslerne er i direkte kontakt med råmaterialerne, hvorved eventuelle tungmetaller vil blive indbygget i det færdige produkt. De flygtige tungmetaller vil typisk fordampe i rotérovnen, men idet røggassen føres modstrøms til en meget kalkholdig massestrøm gennem ovnen, vil tungmetaller blive opfanget i det basiske miljø og derved ende i produktet. Rotérovnen er således forsynet med en "indbygget scrubber". Erfaring med omkring 20 forskellige brændsler viser, at tungmetalindholdet i de alternative brændsler ikke har nogen væsentlig indflydelse på tungmetalindholdet i det færdige produkt. 7.3 EnergibalanceEnergi og massebalance for forbrænding af MPF i cementovn er vist i Tabel 7.1. Tabel 7.1
Tabellen viser, at forbrænding af PPF i cementovn giver anledning til fortrængning af 7.070 TJ svarende til fx 267.000 ton kul (brændværdi: 26,5 GJ/ton). Endvidere giver forbrændingen af restaffaldet anledning til produktion af 0,8 TWh el og 11.011 TJ varme. 7.4 Opgørelsen af miljøbelastningerDer er ikke foretaget opgørelse/estimater af emissioner fra anvendelse af PPF i cementovn. Erfaringer med anvendelse af alternative brændsler, som er sammenlignelige med PPF og MPF, har vist, at brug af alternative brændsler i værste fald ingen indflydelse har på emissionerne. I bedste fald er der set en reduktion af NOx-emissionen. 8 Sammenligning og vurderingDe forskellige scenarier for behandling af plastaffald er sammenlignet med udgangspunkt i opstillede energibalancer kombineret med opgørelse af miljøbelastninger og miljøeffektpotentialer. De vurderede scenarier er:
Vurderingen er verificeret ved en følsomhedsberegning på såvel sorteringseffektivitet som valg af marginal el. 8.1 EnergibalancerUdgangspunktet for sammenligning af de forskellige scenarier har været opstilling af energibalancer. Balancerne er opstillet i de enkelte afsnit omhandlende hver behandlingsmetode og en samlet energibalance er vist i Tabel 8.1. Tabellen viser mængden af affald og brændværdi, der tilføres såvel affaldsforbrænding som alternative behandlingsformer: kraftvarme, cementovn eller forgasning. Endvidere viser tabellen de energimæssige omkostninger ved udsortering/oparbejdning af papir/plastfraktionen (PPF) og blandet plast (MPF) fra blandet affald. Med udgangspunkt i oplyst produktion af el og varme for henholdsvis affaldsforbrænding (se kapitel 3 Affaldsforbrænding) og kraftvarmeproduktion (se kapitel 6 Papir/plast (PPF) i kraftvarmeværker) er den producerede mængde el og varme beregnet. Under antagelse af, at separationen af blandet affald foregår i Danmark på et anlæg med samme ressourceforbrug som de beskrevne anlæg fra Holland, er energiforbruget til udsortering/oparbejdning af PPF og MPF beregnet. Tabel 8.1
Resultatet af energi- og massebalancen er vist i de nederste rækker i Tabel 8.1, hvor output er vist i form af el, varme, procesenergi og methanol fra de forskellige scenarier. I scenario I ses de største output af el som følge af at størst mængde affald (og brændværdi) er overflyttet fra affaldsforbrænding til kraftvarmeproduktion. Produktionen af el er ca. 40% højere i scenario I end i basisscenariet. En endelig sammenligning kan ikke umiddelbart gennemføres ved summering af den dannede energi (opgjort i TJ el og TJ varme), idet de to energiformer har forskellig nytteværdi. Denne summering kan gennemføres på mange måder og favoriserer ofte enten el eller varme. Summeringen er her udført ved anvendelse af en varme-virkningsgrad på 200% [7] (jf. Energistyrelsen 2002b) og en el-virkningsgrad på 42%. Herved fås følgende udbytte af energi fra de forskellige scenarier:
Ved den anvendte allokeringsmetode fås det største udbytte i scenario I (PPF i kraftvarmeværk) og det mindste udbytte i scenario V (forgasning af MPF). Scenario III (PPF i cementovn) giver det næststørste udbytte under forudsætning af 100% udnyttelse af energiindholdet i PPF indfyret i cementovnen. Under antagelse om, at methanol kan anvendes som brændsel (med en øvre brændværdi på 21,8 GJ/ton) fås det tredjestørste udbytte i scenario V (MPF i forgasser). Methanol har en række anvendelse inden for kemisk industri som opløsningsmiddel eller mellemprodukt (se afsnit 5.3), og værdien af methanol i disse anvendelse er formodentlig højere end ved forbrænding. Værdien som kemisk råvare vil dog afhænge af det generelle udbud af methanol, hvilket ikke er kortlagt i dette projekt. Ved anvendelse af priser for produktion og levering af el (800 kr./MWh) og varme (49 kr./GJ) fås følgende værdi af produceret el og varme ved basisscenariet og ved anvendelse af henholdsvis PPF og MPF i kraftvarmeproduktion. Den samlede pris omfatter el og varme produceret ved såvel affaldsforbrænding som kraftvarmeproduktion.
Ved anvendelse af denne meget forsimplede økonomiske betragtning fås det højeste udbytte ved forbrænding af papir/plastfraktionen (PPF) i kraftvarmeværk og mindst udbytte ved basisscenariet. Det skal understreges, at omkostninger til etablering og drift af separationsanlæg ikke er inkluderet I ovenstående. 8.2 Opgørelse af miljøbelastningerOpgørelse af emissioner til luft for de udvalgte scenarier er vist i Tabel 8.2. Tabel 8.2
De forskellige emissioner vil ikke blive omtalt nærmere men blot indgå i beregningen af miljøeffektpotentialer. 8.3 MiljøeffektpotentialerDe potentielle miljøeffekter ved de beskrevne scenarier er vist i Tabel 8.3. Miljøeffektpotentialer er ikke opgjort for anvendelse af PPF i cementovn (Scenario III), idet det ikke inden for projektets rammer har været muligt at modellere disse data. Tabel 8.3
Af Tabel 8.3 fremgår det, at forgasningsscenariet giver anledning til det største bidrag til drivhuseffekt, mens basisscenariet resulterer i det laveste potentiale. Selv om resultatet for forgasningsscenariet kan virke overraskende, er det i overensstemmelse med resultatet af den tilsvarende tyske vurdering, hvor forgasning falder værst ud blandt de vurderede alternativer hvad angår drivhuseffekt (Heyde & Kremer, 1999). Forskellen mellem basisscenariet og scenarie I, II og V med hensyn til CO2-emission er med de valgte forudsætninger og nøgletal større end det reelt vil være tilfældet. Når en plastmængde trækkes ud fra forbrænding af affald og i stedet for anvendes til alternative formål som i de øvrige scenarier, vil CO2-emissionen fra forbrænding af restaffaldet falde, svarende til kulstofindholdet i plast. Det har ikke været mulighed for at tage højde for dette i de nærværende beregninger, idet der i baggrunden for nøgletallene for affaldsforbrænding ikke er oplysninger om affaldets sammensætning, herunder specielt mængden af fossilt kulstof. Det skal bemærkes, at oparbejdning af PPF- og MPF-fraktionen medfører et energiforbrug og dermed også en emission af CO2. Det vurderes derfor samlet set, at der ikke i praksis vil være signifikante forskelle mellem basisscenariet og Scenarie I og II med hensyn til CO2-emission. Det laveste potentiale for fotokemisk ozondannelse, det vil sige størst reduktion, ses i scenario V (forgasningsscenariet). Det samme forhold gør sig gældende for forsuring, hvor det laveste potentiale ses for forgasning efterfulgt af forbrænding af PPF i kraftvarmeværk. 8.4 FølsomhedsberegningDer er gennemført følsomhedsberegninger på følgende forhold:
8.4.1 Følsomhedsanalyse: forøget effektivitet i oparbejdning af plastaffaldResultatet af forøget effektivitet i oparbejdningen af plastfraktionen i blandet affald er vist i Tabel 8.4. En forøgelse af brændværdien i PPF og MPF med 10 % resulterer i en tilsvarende reduktion af brændværdien for restaffaldet, idet den samlede brændværdi er konstant. Brændværdien for restaffaldet bliver reduceret til henholdsvis 8,84 MJ/kg og 9,30 MJ/kg. Tabel 8.4
Ved anvendelse af en varmevirkningsgrad på 200% og en el-virkningsgrad på 42% fås følgende udbytte af energi fra de forskellige scenarier:
Heraf ses, at tendensen fra de grundlæggende beregninger bliver forstærket, idet energigevinsten til kraftværkerne og cementovnen bliver større, mens energiindholdet i restaffald bliver reduceret, hvilket kan ses i forgasningsscenariet. 8.4.2 Følsomhedsanalyse: marginal el fremstillet ud fra naturgasResultatet af valg af marginal el baseret på naturgas er vist i Tabel 8.5. Tabel 8.5
Antagelsen om, at det er naturgas-baseret elproduktion, der fortrænges i stedet for marginal el i form af den sidst producerede enhed til eksport, ændrer ikke ved den indbyrdes rangering af miljøeffektpotentialerne. Det skal dog bemærkes, at bidraget til drivhuseffekten bliver større i alle scenarier, ligesom den potentielle reduktion i bidraget til fotokemisk ozondannelse og forsuring bliver mindre. Den væsentligste konklusion af denne analyse er derfor, at valget af fortrængningsscenarier er meget væsentligt for resultaterne af en undersøgelse af denne art. Når beregningerne samtidigt inkluderer en usikkerhed i forbindelse med beregning af CO2-emissioner fra restaffaldet (minus plast), er det vanskeligt at drage mere sikre konklusioner af undersøgelsen, end tilfældet er. ReferencerAPME (2002). An analysis of plastics consumption and recovery in Western Europe 2000. Brussels: Ass°Ciation of Plastics Manufacturers in Europe. Croezen HJ, Bergsma GC (2000). Subcoal milieukundig beoordeeld. Nagescheiden huishoudelijk kunststfafval in én kolencentrale vergleken met biomasse, vergassing, verwerking in cementoven en AVI. CE - Centrum voor energiebesparing en schone technologie. ELSAM (2002). Enstedværket. Grønt regnskab 2001. Energi E2 A/S, Elkraft System, Elfor, Elsam A/S, Eltra (2000). Livscyklusvurdering af dansk el og kraftvarme. Hovedrapport oktober 2000. Energistyrelsen (2002a). Energistatistik 2001. København: Energistyrelsen. Energistyrelsen (2002b). Model for fordeling af emission i forbindelse med kombineret produktion af el og varme. Notat udarbejdet af Energistyrelsen 5. december 2002. Frees N, Weidema BP (1998). Life cycle assessment of packaging systems for beer and soft drinks. Energy and transport scenarios. Technical report 7. Miljøprojekt nr. 406. København: Miljøstyrelsen. Heyde M, Kremer M (1999). Recycling and recovery of plastics from packagings in domestic waste. LCA-type analysis of different strategies. LCA D°Cuments Vol. 5, 1999. Illerup JB, Geertinger A, Hoffmann L, Christiansen K (1999). Emissionsfaktorer for tungmetaller 1990 – 1996. Faglig rapport fra DMU, nr 301. ISO (1998). Environmental management - Life Cycle Assessment - Goal and scope definition and inventory analysis. ISO 14041:1998(E). Ottosen LM (2002). Statistik for plastemballage 2000. Miljøprojekt nr. 693. København: Miljøstyrelsen. Rambøll (2001). Affaldsforbrænding i 2004 og 2008, mængder og kapaciteter. Orientering fra Miljøstyrelsen nr. 11, 2001. København: Miljøstyrelsen. Schöen LAA, Beekes ML, van Tubergen J, Korevaar CH (2000). Mechanical separation of mixed plastics from household waste and energy recovery in a pulverised coal-fired power station. APME. SVZ (2000). We close the loop. Information about Sekundärrohstoff Verwertungszentrum Schwarze Pumpe. Spreetal OT Spreewitz, Germany. SVZ (2002). http://www.svz-gmbh.de/ VMK (). Milieuprestaties van subcoal. VMK (). Subcoal. von Däniken A, Chudacoff M (1995). Vergleichende ökologische Bewertung von Anstrichstoffen im Baubereich. Band 2: Daten. Schriftenreihe Umwelt nr. 232. Bern: Bundesamt für Umwelt, Wald und Landschaft (BUWAL). Bilag A Bilag A DatakilderI nedenstående tabel er der givet en oversigt over datasæt, som indgår i vurderingen.
Fodnoter[1] Plastics/paper fraction (Schöen et al., 2000). [2] Mixed plastics fraction (Schöen et al., 2000). [3] Sub-coal: Substitution af kul - brændsel fremstillet ud fra affald. [4] Sub-coal: Substitution af kul - brændsel fremstillet ud fra affald. [5] RDF: Refuse Derived Fuel. [6] "British Gas - Lurgi" forgasser. [7] Princippet med en varmevirkningsgrad på 200% er udviklet af Energistyrelsen til brug ved beregning af CO2-afgifter fra kraftvarmeproduktion. Princippet er en sammenvejning af miljømæssige og skattemæssige forhold ved fordeling af miljøbelastninger på el henholdsvis varme fra kraftvarmeproduktion.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||