|
Miljøprojekt nr. 1019, 2005 Miljømæssigt design af kølemøblerIndholdsfortegnelse3. Resultater fra de forskellige projekter
4. Gennemførelse af Workshop for branchen Bilag A: artikel "Øget genanvendelse af kølemøbler" Bilag B: Artikel "Reduktion af kuldebroer" Bilag C: Artikel "Holder kølemøbler isoleringsevnen?" 1. ResumeFEHA har i samarbejde med Teknologisk Institut og danske producenter af kølemøbler gennemført et informationsprojekt med det formål at udbrede kendskabet til resultater fra forskellige projekter, som samles under overskriften ”Brancheindsats for kølemøbler”. Der er udarbejdet en opdateret version af projekternes hjemmeside, hvor delrapporter, forsøgsresultater, beregningsprogrammer m.v. er placeret, således at det er tilgængelig for hele branchen. Der er forberedt og gennemført en workshop for branchen. Den blev afholdt den 30. november 2004 på Teknologisk Institut i Aarhus. På denne workshop skete en gennemgang af alle betydningsfulde resultater i projekterne, de bagvedliggende metoder og en instruktion i, hvordan man finder de relevante resultater og værktøjer på ovennævnte hjemmeside. Der er i forbindelse med denne workshop skrevet tre artikler til FEHAs blad ”Hvidevarenyt”. Disse blev bragt i december 2004 og er gengiver i de tre bilag bagerst i denne rapport. 2. BaggrundFEHA har i de sidste par år i samarbejde med danske producenter af kølemøbler og Teknologisk Institut gennemført en række aktiviteter for at formindske miljøpåvirkningerne fra kølemøbler. Det startede i 2000 med et forprojekt ”Brancheindsats for kølemøbler”, hvor der skete en kortlægning af miljøpåvirkninger fra kølemøbler. Dette forprojekt blev støttet af Miljøstyrelsen. Der blev gennemført en analyse af miljøpåvirkninger og ud fra dette prioriterede branchen nogle udviklingsprojekter. Disse udviklingsprojekter, som blev præsenteret på et seminar i Industriens Hus i februar 2001 omfatter følgende:
Det blev besluttet, at projektet ”Reduktion af varmetilførsel til kølemøbler” skulle overgå til Energistyrelsen, idet der er tale om et energiprojekt. Analysen i forprojektet viste, at den største miljøpåvirkning stammer fra energiforbruget af kølemøblet igennem driftsfasen. Dette projekt blev opdelt i to faser, hvoraf fase 1 nu er afsluttet, mens fase 2 kører til udgangen af 2005. De to andre projekter blev støttet af Miljøstyrelsen og er nu afsluttede. Alle projekter har været styret af en fælles projektgruppe, som har bestået af repræsentanter fra de danske producenter af husholdningskølemøbler (Vestfrost, Frigor og Elcold), Knudsen Køling, FEHA og Teknologisk Institut. Der har været afholdt en række workshops på Teknologisk Institut i Aarhus, og på flere af disse har ligeledes været repræsentation fra Forbrugerstyrelsen, Genvindingsindustrien og Uniscrap. Miljøstyrelsen har bedt FEHA og Teknologisk institut om at sikre en øget formidling af resultaterne fra disse projekter, og Miljøstyrelsen har givet tilsagn om støtte til disse aktiviteter (Miljøstyrelsens journalnummer M- 126-0440). Denne rapport redegør for disse aktiviteter. Projektkoordinator har været direktør Ebbe Lauritzen, FEHA. Projektleder har været Per Henrik Pedersen, Teknologisk Institut 3. Resultater fra de forskellige projekter
Som nævnt i kapitel 3 findes der en række projekter under det kompleks, som kører under overskriften ”Brancheindsats vedr. kølemøbler”. I dette kapitel vil der kort blive redegjort for de resultater, som er fremkommet under de enkelte projekter. 3.1 ForprojektetI forprojektet blev der udarbejdet en analyse af de miljømæssige påvirkninger fra kølemøbler fra vugge til grav. Der blev ud fra denne analyse og ud fra branchens ønsker udarbejdet en handlingsplan for kølemøbler. 3.1.1 Et kølemøbels livsforløbEt kølemøbel, både plug-in og remote anlæg består i princippet af et kabinet og et kølesystem. For plug-in møbler (det vil sige kølemøbler med integreret kølesystem) omfatter kølesystemet kompressor og styringsenhed, fordamper, kondensator, kølemiddel og kølerør/slanger. Kabinettet omfatter det ydre kabinet, den indre indretning og isoleringen. For remote anlæg (det vil sige kølemøbler uden integreret kølesystem) er kabinet og kølesystem adskilt. Kabinettet eller gondolen er monteret med fordamper, mens kølesystemet i form af kompressor, kondensator og styringsenhed findes samlet, og er forbundet med flere kabinetter via et rørsystem, hvori kølemidlet føres. De væsentligste materialer der anvendes i dag er:
Hovedtrækkene i et kølemøbels livsforløb er skitseret i figur 3.1. 
Figur 3.1: Hovedtrækkene i et kølemøbels livsforløb. Udvinding af råstoffer og raffinering til metaller sker forskellige steder i verden. Hvorfra materialerne hentes vil afhænge af verdensmarkedet. Plastgranulat til de forskellige typer fremstilles ud fra råolie og naturgas af den kemiske industri i Europa. De kemikalier der anvendes, i form af råstoffer til fremstilling af skum, kølemidler, pulvermaling m.v., fremstilles ligeledes ud fra råstoffer, der fremstilles af den kemiske industri. Fremstilling af halvfabrikata og komponenter skal opfattes bredt og dækker f.eks. fremstilling af kompressorer, rør og andet. Aktiviteterne foregår en række steder i verden og kun i begrænset omfang i Danmark og involverer et bedt spektre af processer og materialer. Fremstilling af kølemøblet omfatter selve produktionen. Det omfatter primært bearbejdning af metal og plast, montage samt overfladebehandling. Under brugen er det væsentligste energiforbruget. For remote-systemer har lækage af kølemiddel også en stor betydning i modsætning til plug-in, hvor lækagen er af mindre betydning. Rengøring og anden vedligeholdelse er af mindre betydning. Den gennemsnitlige levetid for et kølemøbel antages at være 12 år. Efter brugen skal det kasserede kølemøbel bortskaffes. Det sker en vis adskillelse af det kasserede produkt og aftapning af kølemiddel. Metallerne sendes i et vist omfang til oparbejdning. Øvrige dele forbrændes og/eller deponeres. I de efterfølgende miljøvurderinger opdeles et kølemøbels livscyklus i 4 faser. Materialefasen omfatter udvinding af råstoffer og fremstilling af halvfabrikata og komponenter. Produktionsfasen dækker fremstilling af kølemøblet. Brugsfasen dækker selve anvendelsen af kølemøblet, og bortskaffelsesfasen omfatter dels håndtering af kasserede produkter og oparbejdning eller affaldsbehandling. 3.1.2 Miljøvurdering af plug-in-kølemøblerI figur 3.2 er miljøeffekterne vist for en typisk flaskekøler. Flaskekøleren har et bruttovolumen på 410 liter, en antaget levetid på 7 år og er fremstillet af Vestfrost A/S (model 410-71). 
Figur 3.2: Miljøeffekter for en flaskekøler Af figur 3.2 ses at de største miljøeffekter forekommer i brugsfasen, hvor det er el-forbruget der forårsager store bidrag til drivhuseffekt, forsuring, økotoksicitet, persistent toksicitet samt affald. Ud fra det tidligere arbejde med miljøvurderinger og øvrige erfaringer for plug-in møbler kan følgende væsentlige problemstillinger trækkes frem:
Emballage, transport og produktionsspild er ligeledes forhold der kan overvejes, men i denne sammenhæng anses disse forhold ikke at være så betydende som de øvrige. 3.1.3 Miljøvurdering af remote-kølemøblerDer har ikke tidligere været gennemført miljøvurderinger af remote anlæg efter LCA principper, og da der her er behov for, at kunne udpege de væsentligste miljømæssige forhold er der gennemført en indledende screening. Den indledende screening er gennemført for et typisk remote anlæg med en dimensionerende kuldeydelse på 34/21 kW. I anlægget anvendes R 404a som kølemiddel, og det forventes at anlægget har en levetid på 15 år. Anlægget består af 20 kølemøbler, 8 frostmøbler samt 4 kompressorer og en kondensator. Kølemidlet cirkuleres gennem 200 meter kobberrør. På baggrund af opgørelser af emissioner fra el-fremstilling til dækning af energiforbruget i driftsfasen samt emissioner fra udvinding og forarbejdning af materialerne stål, aluminium, kobber ABS-plast og polyurethanskum, er der foretaget en opgørelse af de væsentligste bidrag. Disse er vist i figur 3.3. 
Figur 3.3: Miljøeffekter fra et typisk remoteanlæg Som det ses af figur 3.3 stammer de væsentligste bidrag fra energiforbruget. Bortset fra drivhuseffekten er der ingen væsentlige bidrag fra fremstilling af materialerne og forbrug af kølemiddel set i forhold til energiforbruget. Bidrag til drivhuseffekten er som vist i figur 3.3 primært fra energiforbruget, men der kommer også relativt store bidrag fra kølemidlet. Dette er illustreret i figur 3.4. 
Figur 3.4: Fordeling af bidrag til drivhuseffekten for et typisk remote anlæg Den gennemførte miljøvurdering er gennemført på et meget overordnet niveau og kun baseret på et enkelt eksempel. Det er derfor begrænset hvilke konklusioner, der kan drages på denne baggrund. Forhold, der på baggrund af vurderingen, bør trækkes frem er:
Emballage, transport og produktionsspild er ikke medtaget i nærværende vurdering. 3.1.4 Branchens prioriteringerBranchen har diskuteret de væsentligste miljøproblemer ud fra:
Man var enige om at den væsentligste indsats skulle lægges indenfor området produktudvikling og energibesparelser. Af muligheder inden for energibesparelser blev nævnt
For disse indsatsområder var man interesseret i en fælles indsats, der på sigt kan bidrage til en øget viden og en hurtigere praktisk implementering hos de enkelte producenter. Hertil kommer de særlige forhold omkring remote anlæg. Der anvendes stadig udelukkende HFC-baserede kølemidler og på grund af anlæggenes konstruktion (de lange rørføringer) er der et vist tab af kølemiddel. Dertil kommer andre forhold grundet adskillelse af møbler og maskinenhed. Optimering af kølesystem og især kompressor-enheden blev diskuteret og fundet meget vigtigt af branchen; men her var der ikke interesse for at gennemføre et fælles udviklingsarbejde, idet de enkelte producenter har produktudvikling på dette område. Der var interesse for at gennemføre en fælles indsats, der kan afdække mulighederne for en øget genanvendelse af kasserede kølemøbler. Man var især interesseret i at få opstillet en række muligheder, der er for en lettere adskillelse af produkterne, og hvilke krav det stiller til design, konstruktion og produktion. Med en sådan afdækning af muligheder vil den enkelte producent have et godt grundlag for træffe afgørelse om hvilke tiltag de vil implementere. 3.2 Projektet: Reduktion af varmetilførsel til kølemøblerDette delprojekt fik i foråret 2002 støtte fra Energistyrelsen, som havde overtaget på grund af, at det hovedsagelig er et energiprojekt. Denne overtagelse skete i overensstemmelse med Miljøstyrelsen. Dette delprojekt er opdelt i to faser, hvoraf det første nu er afsluttet og fase 2 gik i gang i foråret 2004 og bliver afsluttet ved udgangen af 2005. Fase 1 er fælles for hele branchen, og de resultater, som er fremkommet er fælles og er blevet diskuteret på de fire workshops, som har været afholdt. Fase 2 er opdelt i specifikke udviklingsprojekter, som er fortrolige indtil projektet afrapporteres ved udgangen af 2005. Der er dog en lille del af fase 2 (isoleringsskum) som er fælles. 3.2.1 VakuumisoleringI fase 1 har vi besøgt to tyske producenter (Wacker og Porextherm) af vakuumisoleringspaneler (VIP). En delegation på 4 personer deltog i dette besøg i december 2002, og man fik et klar indtryk af producenterne, produkterne og perspektiverne ved VIP. Delegationen blev klar over, at der var brugt mange ressourcer på at udvikle produkterne og i produktionsapparatet hos de tyske producenter. Derfor blev det besluttet, at man i fase 2 ikke skulle satse på en tilsvarende dansk produktion, idet det vil være vanskeligt (og uden ret megen mening) at bruge ressourcer hertil. Så hellere satse på andre perspektiver i forbindelse med VIP-paneler, herunder kvalitetssikring. Et referat fra besøget hos de tyske producenter ligger på hjemmesiden. 
Foto 3.1: Et vakuumisoleringspanel placeres i en ”lambda-maskine” på Teknologisk Institut Der er skaffet 5 forskellige prøver til test i Instituttets ”lambda-maskiner”. Her måles varmeledningseevnen, og denne ligger omkring 5 mW/mK, hvilket er ca. 4 gange bedre end for PU-skum. Prøverne er testet igen efter ca. et halvt år, og der er kun sket minimale ændringer. Prøverne kommer fra:
Prøverne fra de tre førstnævnte er baseret på et pulver (”Fumed silica”) mens to forskellige prøver fra Saes-Getters er baseret på skumplast (hhv. PU og XPS-skum). Fordelen ved pulvermaterialet er, at det ikke udvikler gasarter med tiden, og at det virker som et absorberende materiale for gasser (dvs. virker som et ”getter-” materiale). Til gengæld er pulveret noget tungere end skummaterialerne. Fordelen ved skummaterialerne er at det er let. Ulempen er at man er nød til at have et ”getter-materiale” i panelet. Det er ofte en kapsel med et særligt materiale som kan absorbere luftarter i visse mængder. VIP-paneler med skumplast benyttes i forbindelse med isolerede transportkasser til f.eks. luftfragt af medicinske produkter.
Tabe 3.1l: Resultater af målinger af VIP-paneler på lambda-maskine. Ovenover er gengivet hovedresultater fra måling af varmeledningsevne for VIP-paneler på lambda-maskine på Teknologisk Institut. Der er foretaget målinger lige efter modtagelse af paneler og igen efter ca. et halvt år. Der er sket en minimal ældning af panelerne efter det halve år. Det er planen, at der igen skal ske måling i løbet af fase 2 af projektet. Målerapporter er gengivet på hjemmesiden: http://www.teknologisk.dk/feha/11424 VIP-paneler skal benyttes sammen med PU-skum, og der er fremskaffet paneler til prototyper af kølemøbler. Frigor-boks med VIP Der er fremstillet en Frigor-fryseboks med VIP, og ved målinger på denne og tilsvarende boks uden VIP er målt en reduktion af energiforbruget på 17 %. Det er fint, når man tager i betragtning, at VIP kun dækker ca. en tredjedel af kummens overflade. Der er tale om TLM200-bokse med 100 mm isolering. Der er benyttet 3 stk. VIP på 0,490*0,490*0,25 m, hvoraf de to er placeret midt i de to lange sider, og den tredje er placeret i den store gavl, modsat kompressoren. Herudover er benyttet et mindre panel på 0,245*0,490*0,025 m i den lille gavl ovenover kompressoren. Det svarer til, at der er VIP på ca. 30 % af overfladearealet. På hjemmesiden kan man se en beregning, som fortæller at det beregnede energiforbrug for kummen med VIP skulle være 130 kWh/år mod 147 kWh/år uden VIP, dvs. en besparelse på ca. 12 %. Som nævnt er målt en relativ større forbedring, og det tilskrives bl.a. at VIP er placeret de ”rigtige steder”, hvor der er stor temperaturdifferens mellem kondensatorrør og fordamperrør. Dette tager beregningsprogrammet ikke helt højde for. Boksen med VIP forbruger 118 kWh/år. 
Foto 3.2: Frigor boks med VIP-paneler. Der er målt en reduktion i energiforbruget på ca. 17 % i forhold til en kumme uden VIP. Der er to større ”hurdler”, som kan forhindre brug af VIP. Den første er prisen, som er ca. 40 Euro/m² ved indkøb i større partier, og hertil kommer udgifter til håndtering i produktionen. Den næste hurdle er uvished om holdbarhed i produktet efter produktionen og i kølemøblets levetid. Her er mindst en af de tyske producenter ved at opbygge et kvalitetssikringssystem, som efter sigende skulle fungere fint. VIP-paneler vil især have berettigelse i specialprodukter som solcelledrevne køleskabe, lavtemperatur-møbler og meget kompakte automater, hvor der både er varm og kold afdeling, og hvor produktets pris kan betale for meromkostningen for VIP. I den oprindelige projektbeskrivelse var det planlagt, at lave en dansk produktion af VIP. Det blev allerede i foråret besluttet at opgive fremstilling af VIP i Danmark i fase 2 og i stedet koncentrere sig om af benytte udenlandsk producerede paneler og oprette et kvalitetssikringssystem. 3.2.2. Reduktion af kuldebroerDenne aktivitet er opdelt i to. Den ene aktivitet er relateret til plug-in-kølemøbler og den anden aktivitet er relateret til butikskølemøbler af remote-typen. Plug-in Et af hovedformålene med projektet er at analysere kuldebroer i kølemøbler og komme med forslag til at reducere disse. Der er foretaget analyser af:
Desuden er der foretaget forsøg med:
Dobbelt tætningsliste (1) Forsøgsobjekt: Vestfrost fryseskab, model SFS291. Formålet er at undersøge, hvor meget kuldetabet kan reduceres ved at indsætte en ekstra tætningsliste i dørkarmen. Der anvendes et tomt skab, uden drift af køleanlægget, kompressoren er afbrudt. Skabet monteres i klimakammeret, hvor temperaturen holdes på ca. 0°C. Inde i kabinettet monteres et varmelegeme og en lille ventilator. Herved stiger temperaturen inde i skabet. Efter nogen tid måles energiforbruget og relevante temperaturer, og skabets UA-værdi kan beregnes. Forsøgene gentages med og uden montering af den ekstra tætningsliste. Tætningsliste: Vinduetætningsbånd, selvekspanderende. Indsættelse af ekstra tætningsliste reducerer kuldetabet med ca. 10%. Yderligere information han hentes på: http://www.teknologisk.dk/feha/11222 Dobbelt tætningsliste (2) Forsøgsobjekt: Vestfrost fryseskab, model SFS291. Formålet er at undersøge, hvor meget kuldetabet kan reduceres ved at indsætte en ekstra tætningsliste i dørkarmen. Besparelsen på ca. 1,2% er noget mindre end de ca. 10%, som er fundet med "varmeforsøgene". Forklaringen kan være, at den ekstra tætningsliste ikke fungerer så effektivt i et skab (som her), der har været fyldt med pakker, dvs. hvor konvektionen har været lav. Ved varmeforsøgene var der ikke pakker i skabet, men til gengæld en ventilator, som cirkulerede luften, dvs. en "god" konvektion. Yderligere information kan hentes på: http://www.teknologisk.dk/feha/11235 Rørgennemføring Sugerør og kapillarrør føres igennem kabinettets væg og giver dermed anledning til en kuldebro. I et fryseskab vil en rørgennemføring svarende til en typisk sugeledning, udført af kobber, give anledning til en kuldebro, der overfører ca. 1 W fra omgivelserne. Isolering af røret (med Armaflex eller lignende) giver kun en marginal reduktion af kuldebroen, måske 0,1 til 0,2 W. Det er dog stadig fornuftigt at isolere sugeledningen, fordi man herved bl.a. reducerer varmeudveksling mellem kølemiddel og omgivelser. Yderligere information kan hentes på: http://www.teknologisk.dk/feha/11216 Blank låg i kummefryser Varmestrømmen igennem låget på en fryseboks er til en vis grad bestemt af emissiviteten på undersiden af låget. Typisk anvendes en plastoverflade, hvor emissiviteten er tæt på 1. Hvis man i stedet for anvender en metaloverflade, f.eks. alumunium, kan emissiviteten bringes ned i nærheden af 0,1. Herved vil varmeindfaldet blive reduceret, idet undersiden af låget vil blive varmere p.g.a. reduceret varmestråling mellem overfladen og prøvepakker. Herved opstår der et stillestående luftlag, som medvirker til bedre isolering. Denne effekt kendes også i iscremefrysere, hvor der er en lav-emissionbelægning på undersiden af glaslågene. 
Foto 3.3: Test af kummefryser med blank underside. En blank underside reducerer varmetransmissionen igennem låget. På hjemmesiden http://www.teknologisk.dk/feha/11219 kan man læse den teoretiske analyse af fænomenet. Som det kan læses i konklusionen, er besparelsespotentialet 4-6%, afhængig af afstanden fra lågets underside til toppen af prøvepakkerne. Frigor har gennemført forsøg med en højisoleret fryseboks (TLM 200) med alu-tape, og der er målt en energibesparelse på 5,8%. Teknologisk Institut har gennemført to forsøg på to forskellige Frigor bokse: I den første boks (en TLM 200) er der målt en reduktion i energiforbruget på 3,3% ved at benytte alu-tape. I den anden boks (også en TLM 200, men med vakuumisoleringsplader) er der målt en reduktion i energiforbruget på 8,4% med alu-tape. Elcold har udført forsøg med en kumme med en "alu stuk"-plade monteret på undersiden af låget. Elcold kunne dog ikke måle nogen ændring i energiforbruget. En beregning (se nedenfor) viser, at besparelsen burde være ca. 1,4%. I alle tilfælde passer resultaterne nogenlunde efter teorien. Årsagen til den lille besparelse for Elcold-kummen kan findes i en ret kort afstand fra prøvepakker til lågets overflade. Hvis man benytter denne afstand i beregningsmodellen vil man få et resultat som passer til målingen. Forsøgene hos Elcold blev udført med en afstand mellem de øverste pakker og undersiden af låget på ca. 10 mm. Efterfølgende er det med den teoretiske model påvist, at hvis afstanden er så lille, så vil besparelsen være under 1%, dvs. vanskelig at påvise med forsøg. Intern kondensator/ekstern kondensator Med integreret kondensator vil man - som gennemsnit - få en lidt højere temperatur på bagsiden af kabinettet i forhold til en ekstern kondensator. Herunder vises resultatet af en simpel beregningsmodel. Vi antager:
Resultat:
Figur 3.2: Resultater af analyse, som sammenligner interne og eksterne kondensatorer Bedste løsning er "Ekstern kondensator med blank bagvæg". Ved at skifte fra "Intern/Blank" til "Ekstern/Blank" kan der spares 7,0%. Integreret kondensator
Undersøgelsen omfattede forskellige test, og en sammenfatning af dette kan ses på hjemmesiden: http://www.teknologisk.dk/feha/11414 Konklusionen af undersøgelserne er:
Konklusionen vedrørende malet bagplade er implementeret i praksis i et andet projekt vedrørende udvikling af et super lavenergi køleskab sammen med Vestfrost. Remote kølemøbler Der gennemføres forsøg til belysning af funktionen og beskrivelse af driften for 1 remote kølemøbel og 1 frostmøbel begge nyudviklede til drift med CO2. Forsøgsresultaterne skal danne basis den endelige dimensionering. På baggrund af forsøgene bliver følgende egenskaber for møblerne vurderet. Temperaturforhold
Reguleringsforhold
Opstilling Møblerne, en frostgondol og en kølereol, blev opstillet i klimakammeret for prøvning af kølemøbler hos Teknologisk Institut. De blev tilsluttet et to-trins køleanlæg med CO2 på LT- og Propan på HT-trinet. Anlægget er udviklet og fremstillet af Knudsen Køling. Kølereolen blev tilsluttet CO2 pumpebeholderen ved en temperatur der varierede mellem –10 og –15 °C. Reguleringen af væsketilførslen skete ved hjælp af en magnetventil der blev åbnet og lukket i forhold til luftens indblæsningstemperatur. Når magnetventilen er åben, er der en cirkulationsgrad gennem fordamperen større end 1. Reolen afrimede 4 gange i døgnet. Kl. 6:00, 12:00, 18:00 og 24:00. Frostgondolen blev tilsluttet CO2 anlæggets lavtryksside ved –30 °C. Væsketilførslen blev reguleret af en magnetventil styret af fordamperens overhedning. Gondolen afrimede 2 gange i døgnet. Kl. 6:00 og 20:30. Frostgondol Temperaturen i frostgondolen bliver målt i 3 punkter i både indblæsnings og udsugningskanalen. Møblet bliver fyldt med 10 l plastdunke til simulering af varer, samt 3 prøvepakker til registrering af lagringstempararuren. 
Foto 3.4: Placering af plastdunke og prøvepakkeri remote-frysemøbel. 
Figur 3.5: Placering af målepunkter på frostgondol. Der blev målt en forholdsvis stor temperaturstigning af luften mellem ind- og udblæsning, ligesom der blev målt en relativ høj pakketemperatur i gondolen, hvilket indikerer, at der er plads til forbedringer. Af konkurrencemæssige grunde vil der ikke i denne rapport blive gået nærmere ind i disse detaljerede måleresultater, men blot henvise til, at der i fase 2 af projektet vil blive arbejdet med at gøre gondolen bedre. Kølereol 
Foto 3.5: Foto af remote-kølereol placeret i klimakammer på Teknologisk Institut. Temperaturen i kølereolen blev målt i 3 punkter i både indblæsnings- og udsugningskanalen. Målepunkterne er placeret som vist på følgende skitse. 
Figur 3.6: Placering af målepunkter i kølereol Af konkurrencemæssige grunde vil der ikke på dette tidspunkt i projektet i detaljer blive redegjort for måleværdier. Der kan blot konkluderes, at der er plads for forbedringer, og dette vil blive gennemført i fase 2 af projektet. CFD-model Der er udviklet en CFD-model for kølereolen, og denne er benyttet til at analysere geometri og til at komme med anbefalinger til forbedringer i den eksisterende reol. Af konkurrencemæssige grunde vil der ikke blive redegjort mere for dette på nuværende tidspunkt 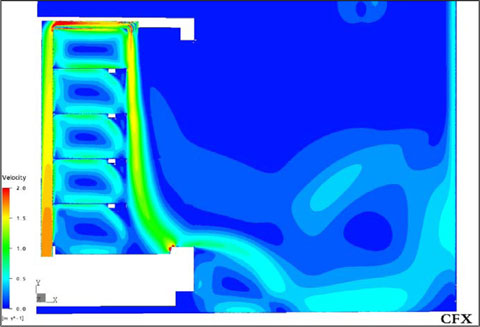
Figur 3.7: CFD-grafik for luftfordeling i og omkring kølereol. 3.2.3 Bedre isoleringsskum og reduktion af ældningsfænomenerFormålet med denne aktivitet er at udvikle en model til estimering af udviklingen i varme-ledningsevne for isoleringsmaterialet over tid. Isoleringsmaterialet er skum baseret på polyuretan. Modellen er tænkt anvendt af konstruktører af køle- og frysekabinetter i forbindelse med udvikling af nye modeller, - eksempelvis når forskellige konstruktioners isoleringsevne skal sammenlignes. Status på denne aktivitet er, at modellen er udviklet og udleveret til brugerne samt placeret på projektets hjemmeside, hvorfra den kan hentes: http://www.teknologisk.dk/feha/11389. Modellen tager hensyn til ændringer i sammensætningen i de isolerende gasser i skummet. I modellen indgår den oprindelige sammensætning af de isolerende gasser, de materialer der indgår i kabinettet og tykkelse heraf samt temperaturen. Modellen er testet mod en række låger, der er leveret af 3 deltagende virksomheder i projektet (Elcold, Frigor og Vestfrost). Lågerne ældes kunstigt ved forhøjet temperatur og varmeledningsevne og sammensætningen af de isolerende gasser måles. 
Foto 3.6: Ældningsskab (i baggrunden) og ældede låger, som er blevet forseglet og klar til transport til analyse af gassammensætning i cellegassen. Testen er nu færdig, og som man kan se senere i denne rapport, viser det sig, at der ikke er nogen målbar ældning af skummet, idet der ikke sker nogen særlig ændring af varmeledningsevnen. Måske er der sket en form for ældning i dagene umiddelbart efter produktion af lågerne og inden de første målinger af varmeledningsevnen. I fase 2 af projektet skal aktiviteterne forsætte med denne aktivitet: Erfaringen viser at isoleringsevnen for kølemøbler aftager efter opskumningen. Årsagen til dette er at de isolerende gasser i PU-skummet diffunderer ud i atmosfæren. Samtidig diffunderer den atmosfæriske luft, der har en ringere isoleringsevne, ind i PU-skummet. Resultatet af denne udskiftning af gasser er at PU-skummet mister noget af sin isoleringsevne og energiforbruget af kølemøbler vokser. Kølemøbler er oftest beklædt udvendigt med metal, som er diffusionstæt. Den indvendige overflade består oftest af ABS plast. Denne plasttype og plast i det hele taget hæmmer diffusion, men er ikke diffusionstæt. Oftest designes og formes den indvendige overflade, så den får en funktion, som eksempelvis holder for hylderiste, hylde mælkekartoner ol. Denne formning gør plasten tyndere i visse områder, hvorved diffusionen øges, isoleringsevnen aftager og energiforbruget vokser. Med henblik på fastholde brugen af ABS-plast som har andre gode egenskaber, men hæmme diffusionen er det planlagt at undersøge mulighederne for overfladebehandling af plasten. Af de teknikker og materialer, der tænkes at kunne indgå i denne del af projektet er metallisering, coatning med EVOH, pådampning af glas o.l. Plader af ABS tænkes behandlet med disse teknikker. Diffusionstætheden af pladerne måles før og efter behandlingen. Pladerne formes, og det vurderes om teknikken er egnet til formålet. På baggrund af de opnåede resultater estimeres, hvorledes isoleringsevnen udvikles over tid, og den energibesparende effekt beregnes. 3.3 Fremtidens remote-køleanlægDette projekt er afsluttet, og rapporten er udgivet af Miljøstyrelsen (Miljøprojekt nr. 945/2004). Rapporten behandler 7 forskellige anlægsløsninger til datailhandlen. Anlægstyperne dækker hele området fra små kondenseringsunits og plug-in units til store køleanlæg i varehuse. Rapporten behandler følgende emner: driftssikkerhed, energi og miljø, økonomi, personsikkerhed samt hvilke barrierer, der eventuelt er i lovgivningen. Konklusionen på rapporten er, at det i dag er muligt at bygge alle 7 anlægstyper. Ved enkelte anlægstyper vil det dog ikke være muligt at få samme høje driftsikkerhed som ved konventionelle anlæg. Det er dog kun et spørgs.mål om 1-2 år, før driftssikkerheden vil være på samme niveau. Det er ikke alle komponenter, der er tilgængelige som lagervarer, men en høj driftssikkerhed kan sikres, ved at lægge komponenter på lager - f.eks. hos leverandøren. Der er også set på energiforbruget. I dag er det muligt at finde en løsning, der har et energiforbrug, der er det samme eller mindre end ved et konventionelt anlæg. Der er dog også typer af anlæg, som umiddelbart har et højere energiforbrug end tilsvarende konventionelle anlæg. Der kan imidlertid også være andre overvejelser, der gør, at valget falder på en af disse anlægstyper. Generelt set er anlægstyperne med naturlige kølemidler meget mindre miljøbelastende end køleanlæg med HFC. I løbet af projektet blev der foretaget en økonomisk analyse af de forskel.lige systemer. Der er set på investeringsomkostninger samt levetidsomkostninger. Analysen viser, at det er billigst at anskaffe et system bestående af kondenseringsunits (op til 50-100 kW), men det høje energiforbrug gør, at anlægget efter 2 år har været lige så dyrt som de billigste af de andre anlægstyper - set ud fra levetidsomkostningerne. Derudover ser det ud til, at levetidsomkostningerne for et transkritisk CO2-system og for et CO2-pumpecirkulationssystem er lavest. Personsikkerheden for alle anlægstyperne er generelt i orden. Enkelte af anlægstyperne kører med meget højere tryk, end det kendes fra konventionelle kølesystemer. Det er dog ikke ensbetydende med, at anlæggene er farligere, da der er dimensioneret efter standarder, der tager højde for det høje tryk. For kulbrinter gælder også, at hvis anlægget er dimensioneret korrekt, og hvis de indledende analyser er udført korrekt, så er risikoen ved disse anlægstyper ikke større end for anlæg med HFC-kølemidler. Der er i rapporten lavet en oversigt over de standarder, der skal opfyldes i forbindelse med brændbare kølemidler og for CO2 og HFC-kølemidler. Det valgt at foreslå en række forskellige alternativer, som kan bruges i forskellige situationer. Til grund for valgene er lagt opstillingssted, driftstimer, mulighed for varmegenvinding, mulighed for AC, økonomi (anlægsomkostninger og levetidsomkostninger), samt om der ønskes at vælge HFC-kølemidler efter den 31. december 2006. Ovenstående krav sammenfattes på næste side til et rutediagram, der indikerer, hvilke anlægstyper, der kan være aktuelle i netop dette tilfælde. Det skal dog understreges, at der kun er tale om en vejledning, og at der muligvis er andre anlægstyper end dem, der er behandlet i denne rapport, der kan være attraktive. Derudover kommer det udførende firmas kompetencer og viden om de forskellige anlægstyper. Rutediagrammet giver en indikation af, hvilke anlægstyper, det er teknisk muligt at anvende. For en mere detaljeret beregning af økonomien henvises til prisberegningsprogrammet til beregning af prisindeks og energiforbrugsindeks. 
Figur 3.8: Rutediagram for udvælgelse af køleanlæg Remote-køleanlæg vil ikke blive behandlet yderligere i denne rapport, idet det ligger på grænsen til det faglige område, som FEHA dækker over; samt fordi der foregår en lang række aktiviteter med at installere remote-køleanlæg med alternative kølemidler i forskellige supermarkeder. Den del af kølebranchen som dækker kommercielle køleanlæg er fuld ud på omgangshøjde med situationen. 3.4 Øget genvinding af skrottede kølemøblerKølemøbler er en del af det affald, som er omfattet af WEEE direktivet for elektrisk og elektronisk affald . Direktivet indfører producentansvar for håndteringen af EE affald, herunder kølemøbler. I direktivet indgår en række krav til, hvorledes oparbejdningen af WEEE affaldet skal udføres, men også krav om at medlemsstaterne fremmer, at udformningen og produktionen af elektrisk og elektronisk udstyr tager hensyn til den behandling, produkterne skal igennem efter endt levetid. Herunder at oparbejdningen lettes, genanvendelse fremmes og at specifikke konstruktioner ikke hindrer genanvendelsen, medmindre der er altovervejende miljømæssige eller sikkerhedsmæssige grunde til dette. På sigt kan man forestille sig, at der i et samspil mellem udstyrsproducenterne og genvindingsindustrien udvikles teknikker, som muliggør, at udstyrets miljøvenlighed i relation til genvinding vil kunne afspejles i omkostningerne ved oparbejdning. Til at håndtere WEEE-affaldet har FEHA og BFE dannet foreningen "Elektriske/Elektroniske Producenters Affaldsorganisation" (EPA) med henblik på etablering af en fælles producentansvars ordning (EE-retur). Projektet "Øget genanvendelse af kølemøbler" har indgået som led i en samlet handlingsplan fra FEHA for at undersøge muligheden for at opnå en samlet bedre genanvendelse af kølemøbler ved at kombinere ønskede krav til oparbejdning af kølemøbler i genanvendelsesindustrien med mulighederne for at ændre i design og produktionsmetoder hos producenter af kølemøbler. Kølemøbler er komplekse produkter med en række indgående metaller, plastmaterialer, glas, elektronik mv. I WEEE direktivet er der minimumskrav om 75% materialegenanvendelse for den gruppe, kølemøbler tilhører. Hvis der skal opnås en høj genanvendelse, er det nødvendigt, at de forskellige materialer adskilles og separeres ved en brug af en blanding af manuelle og maskinelle metoder. Her har kølemøbelproducentens design og materialevalg en væsentlig indflydelse på, hvor besværligt det bliver at separere materialerne i behandlingsprocessen når, kølemøblerne på et tidspunkt kasseres (se Figur 3.8). 
Figur 3.8: Behandling af skrottede kølemøbler Et af formålene med projektet har været at få undersøgt, hvilke problemer design og materiale valg giver for genanvendelsesindustrien. Behandlingen i genvindingsindustrien er således gennemgået for at identificere problemer forbundet med øget genanvendelse af materialerne i kølemøblerne, med udgangspunkt i kølemøbelbehandlingen ved Uniscrap, Trige. Hernæst er udvalgt kølemøbelprodukter hos producenterne, hvor materialesammensætning på komponentniveau og forekomst af laminat, kompositkonstruktioner mv. samt anvendt montage er kortlagt. Efterfølgende er der i en række delprojekter arbejdet med mulighederne for øget genanvendelse af kølemøbler via ændringer i design og materialevalg og med forbedringer i behandlingen af kasserede kølemøbler i genanvendelsesindustrien. 3.4.1 ProjektresultaterI det følgende beskrives nogle af de projektresultater, hvor kølemøbel- producenternes design og materialevalg har betydning for den samlede genanvendelse samt de samlede behandlingsomkostninger. 3.4.2 Benyttelse af adskillelsesvenlig montageteknikDet er nødvendigt at fraseparere en række komponenter i kølemøbler inden efterfølgende behandling af resten af kølemøblet, enten af tekniske grunde eller som følge af lovkrav vedrørende behandling. For at minimere demontagetiden i genvindingsindustrien skal en komponent, som skal separeres manuelt, være monteret, så den så nemt som muligt kan befries med hammer, brækjern, tang eller andet værktøj. Eksempler på komponenter, som skal være nemme at separere fra kølemøblet, er kompressorer og printkort. Et eksempel kan være montage af printkort i et håndtag, som ved et slag med en hammer kan brækkes af (foto 3.7) 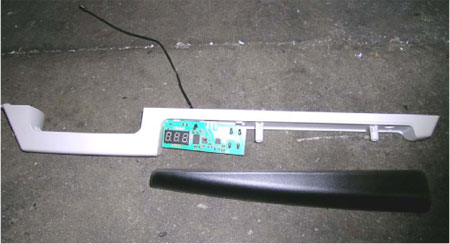
Foto 3.7: Montage af printkort i håndtag 3.4.3 Valg og konstruktionsdesign af jern/kobber-holdige komponenterI kølemøbler indgår sammensatte jern/kobberholdige komponenter som ventilatorer eller kapilarrør af kobber indsat i jernrør. Hvis mængden af kobber, som ikke kan frigøres maskinelt ved neddeling fra stål, bliver for høj, vil stålet ikke kunne afsættes som almindeligt genbrugsstål, hvilket vil have betydning for den pris, der opnås for materialet. Det er her vigtigt, at producenterne i samspil med genanvendelsesindustrien er opmærksomme på brugen af sammensatte jern/kobber komponenter og, hvis indholdet af kobber bliver for stort, overvejer om komponenterne kan undgås eller monteres, så de nemt kan frasepareres inden den maskinelle behandling udføres. 3.4.4 Valg og konstruktionsdesign af plastholdige komponenterI genanvendelsesindustrien har der hidtil overvejende været fokuseret på genanvendelsen af stål fulgt af kobber og aluminium. Kølemøbler til husholdninger indeholder imidlertid i stigende grad polymerbaserede materialer (skum og plast) i modsætning til tidligere, hvor en større del af kølemøblet var baseret på stål. Dette medfører, at indsatsen for genanvendelse af polymerbaserede materialer må øges, hvis ikke genanvendelsesgraden skal falde. Projektet har vist at det vil være muligt at producere en kvalitet af PUR-skum, som er egnet til produktion af byggematerialer. Derimod er genanvendelse af de mange typer indgående plastmaterialer fra især køleskabe vanskelig. Udsortering af plast i enkeltpolymerer er vanskelig, da der benyttes en lang række polymertyper, hvoraf nogle har overlappende densitet som fx ABS og PS. Som udgangspunkt vil genanvendelsen kunne gøres billigere, hvis mængden af forskellige polymertyper begrænses, eller hvis der kun indgår typer som har tilstrækkeligt forligelige egenskaber til, at de kan omsmeltes til genbrugsplast med en brugbar mekanisk styrke. Undersøgelse af en række separationsmetoder, herunder separation baseret på nær-infrarøde teknikker, har dog vist muligheder for at opnå en separation af hovedkomponenterne ABS og PS, så den teknologiske udvikling vil muligvis kunne løse nogle af problemerne med genanvendelse af plastfraktionen. Ved vurderingen af mulige designændringer eller ændringer i materialevalg er det en forudsætning, at energiforbruget af kølemøbler ikke forøges, fx som følge af en dårligere isolering, da energiforbruget har en større miljømæssig betydning ud fra en livscyklusbetragtning end de genvundne ressourcer. Herudover er det nødvendigt, at der er et økonomisk incitament for producenten til at foretage en designændring, der øger genanvendelsen. Udgiften til en designændring må således mindst modsvares af den mindre udgift, der opnås ved oparbejdning af det kasserede kølemøbel, og af andre økonomiske fordele, som opnås ved ændringen (reklamemæssig værdi etc.). Det bør her tilstræbes, at vilkårene er ens for alle inden- og udenlandske producenter. Projektets resultater er beskrevet i en rapport til Miljøstyrelsen, som endnu ikke (december 2004) er behandlet. Det må formodes, at rapporten snart kommer på Miljøstyrelsens hjemmeside, hvorefter der vil blive oprettet en link eller lignende fra FEHA-hjemmesiden på Teknologisk Institut. 4. Gennemførelse af Workshop for branchenFEHA indkaldte branchen til en workshop med det formål at formidle resultater fra de forskellige projekter. Denne workshop fandt sted den 30. november 2004 på Teknologisk Institut i Aarhus. I forbindelse med arrangementet blev der udarbejdet en mappe med kopi af indlæg m.v. Forud for workshop'en er de vigtigste delrapporter, forsøgsresultater, beregningsprogrammer m.v. blevet lagt ind på projektets hjemmeside: www.teknologisk.dk/feha Dagsordenen for arrangementet var følgende:
Følgende deltog i arrangementet: Afbud fra Frank Jespersen, Elcold, Jørn Skov, Vestfrost, Dorte Maimann, Energistyrelsen og Peter Grau og Frank Jensen, Miljøstyrelsen og Hans Walløe, Forbrugerstyrelsen 4.1 Referat fra workshopHer er et kort referat fra mødet: Velkomst Ebbe Lauritzen bød velkommen til orienteringsmødet og trak en linie tilbage til starten af projekterne og de workshops, som har været undervejs. Der blev rettet en speciel velkomst til de to repræsentanter fra RWE i Tyskland, og det blev besluttet, at formiddagens program skulle være på engelsk, mens eftermiddagens program bliver på dansk. Baggrund for orienteringsmødet Teknologisk Institut gennemgik forhistorien. Det startede med et forprojekt i 2000, hvor branchen ud fra miljøanalyser pegede på konkrete udviklingsprojekter. Dette resulterede i tre projekter:
De to første projekter fik økonomisk støtte fra Miljøstyrelsen og er nu afsluttede. Det tredje projekt er et energiprojekt, og fik i foråret 2002 tilsagn om støtte fra Energistyrelsen. Dette projekt er inddelt i to faser, hvor fase 1 nu er afsluttet og fase 2 er startet og kører til udgangen af 2005. Miljøstyrelsen har bedt FEHA og Teknologisk Institut om at afholde dette orienteringsmøde for at orientere branchen og myndighederne om resultaterne af de forskellige projekter. Miljørigtig håndtering af kølemøbler Teknologisk Institut præsenterede resultater af projektet ”Miljømæssigt design af kølemøbler”. Først med en status på det nye EU-direktiv WEEE, som er ved at blive implementeret nationalt. Ebbe Lauritzen fortalte, at implementeringen i Danmark er forsinket, men det er på vej i Folketinget. Det vil nok ske i december eller januar. FEHA har sammen med BFE dannet ”Elektriske/Elektroniske Produkters Affaldsorganisation” for selv at kunne varetage kravene om genanvendelse i skrottede produkter. Brancheorganisationerne er kommet med input til Miljøstyrelsen i forbindelse med implementeringen af direktivet, og myndighederne har været meget lydhør for dette. Affaldsorganisationen vil være på plads i begyndelsen af 2005, og der vil blive etableret kontakt med transportører og behandlere af affaldet. Bjørn Malmgren-Hansen gennemgik resultaterne af projektet. Hidtil er det hovedsagelig metallet, som har været genanvendt (ved behandling i traditionelle bilskrotningsanlæg), mens Uniscrap udvinder en skumfraktion og en blandet plastfraktion. For at opfylde krav til genanvendelsesprocenter i det nye direktiv er det nødvendigt også at sikre genanvendelse af plastmaterialer fra kølemøbler. Herefter påpegedes forskellige problemer i forbindelse med genanvendelse af kølemøbler, herunder:
BMH efterlyste en dialog mellem genvindingsbranchen og producenter af kølemøbler med det formål at sikre et optimalt design af kølemøbler. Måske vil det nye WEEE-direktiv inspirere til dette. Man kan se Bjørns præsentation på projektets hjemmeside www.teknologisk.dk/feha RWE Reiner Köllermeyer fortalte om denne store affaldsbehandlingsvirksomhed. Der er 20 mill. private kunder og 216.000 professionelle kunder. RWE er markedsførende i Tyskland og nr. 3 i EU. Omsætning er 1,9 milliarder Euro. RWE er parat til at implementere WEEE-direktivet. Der er ISO9001-certificering af alle anlæg. RWE har specielle containere til transport af køleskabe. De er lidt bredere end almindelige containere, således at der kan være fire skabe i bredden. Dirk Dahl fortalte om behandlingen af skrottede køleskabe. Man kan (som det kræves i EU-direktivet) fjerne alle farlige stoffer og komponenter fra E-skrot. RWE har en kapacitet på 300.000 køleskabe om året i Neumünster. Den samlede kapacitet i Tyskland er 1,3 mill. enheder pr. år. Man kan behandle både CFC og pentan-møbler. Det checkes forud, om det er CFC eller pentan-opkummet.
(metoden svarer i grove træk til Uniscraps) RWE modtager mere end 100.000 kølemøbler fra Danmark om året. I alt har RWE behandlet mere end 9 mill. kølemøbler siden 1990. RWE kan også behandle supermarkeds-kølemøbler. På hjemmesiden kan man se to præsentationer fra RWE. Udvikling af energibesparende, miljøvenlige kølemøbler Teknologisk Institut præsenterede kort resultaterne fra fase 1 i projektet. Disse har været præsenteret tidligere på FEHA-møder og kan ligeledes aflæses på projektets hjemmeside. Fase 2 er gået i gang, og der er konkrete udviklingsprojekter i samarbejde med hhv. Frigor, Vestfrost og Knudsen Køling. Herudover er der et mindre skumprojekt, som er fælles for branchen. De konkrete udviklingsprojekter er fortrolige indtil afslutningen af projekterne. Det var ønsket af branchen, at der skulle ”vandtætte skodder” mellem udviklingsprojekterne og de indbyrdes konkurrerende virksomheder. Derfor blev der ikke præsenteret konkrete resultater fra disse projekter, dette må vente til projekterne afrapporteres i slutningen af 2005. Efter aftale med Knudsen Køling blev der dog præsenteret forskellige værktøjer og metoder, som benyttes til optimering af kølereoler og frysegondoler. Lasse Søe præsenterede dette og præsentationen ligger ligeledes på hjemmesiden i PDF-format. Her vil man dog ikke kunne se den flotte film med forsøg med røgmaskine for at illustrere lufttæppet i fronten af reolen. Der blev arrangeret et besøg i laboratoriet, hvor termografiudstyr, røgtest, lufthastigheds- målinger m.v. blev demonstreret. Skum Henning Smidt viste resultaterne af sine ældningstest på isoleringsskum fra låger fra tre danske producenter af kølemøbler. Ældningstesten er foregået ved 70 0C, således der er tale om accelererede ældningstest. Hver producent leverede tre identiske låger, og den ene låge blev testet straks efter leverancen, den anden låge efter et par måneders ældning og den sidste låge ved testens afslutning. Det accelererede forsøg illustrerer hele livsforløbet af køleskabet. Resultatet viser lidt overraskende, at der ikke sker nogen ændringer udover målenøjagtigheden. Det vil sige, at der ikke sker nogen ældning af moderne skumsystemer, som bliver benyttet af de tre danske producenter. Der er formentlig sket en vis form for ældning umiddelbart efter produktionen. Lågerne har sandsynligvis været ca. en måned gamle inden første lambda-test er foretaget. Resultaterne af testen ligger på hjemmesiden. I fase 2 af projektet er der lagt op til, at der skal ses på to ting:
Vedrørende punktet om at reducere ældningsfænomener: Man kunne foretage test med at belægge plast-inderkabinet med en diffussionstæt film (glas eller aluminium). Vedrørende punktet om bedre skumsystemer: Man kender dette fra fjernvarmerør. Det kræver helt nye opskumningsmaskiner, idet trykket er meget højere i de nye systemer. Der er begrænsede ressourcer til dette projekt, så Henning Smidt opfordrede branchen til at pege på den ene aktivitet, som man synes, at der skal arbejdes videre med. Præsentation af projektets hjemmeside Niels From præsenterede projektets hjemmeside: www.teknologisk.dk/feha Det tilstræbes, at alle fælles rapporter, testresultater m.v. skal ligge her. Alle kan i princippet gå ind på denne side, men det kræver, at man ved, at den eksisterer. Der ligger også regneprogrammer på kummer og skabe, som man selv kan justere og benytte til at beregne varmetilførsel ved at ændre isoleringstykkelse og/eller indsætte Vakuumisoleringspaneler (VIP) i skummet. Afslutning Ebbe Lauritzen takkede de fremmødte for et godt møde og ønskede alle en god rejse hjem. - - - FEHA har sendt referatet ud til branchen. Præsentationer fra Bjørn Malmgreen-Hansen og fra RWE er lagt på projektets hjemmeside. Alt i alt var det et godt arrangement med en god stemning. Deltagelsen fra producenterne og myndighederne kunne godt have været lidt større, men alle har mulighed for at se delrapporter m.v. på projektets hjemmeside. 4.2 HvidevarenytOp til workshoppen blev der skrevet tre artikler til FEHAs blad ”Hvidevarenyt”. Disse tre artikler blev uddelt til deltagerne på arrangementet og er blevet trykt i et temanummer af bladet (december 2004). Artiklerne er endvidere gengivet i bilag A, B og C i denne rapport. 5. Hjemmesidens indholdSom det efterhånden er nævnt flere gange i denne rapport er der udviklet en hjemmeside med resultater fra de forskellige projekter, beregningsprogrammer m.v. De fleste resultater er allerede nævnt i kapitel 3 med henvisninger til hjemmesiden. Man kan selv gennemgå dem ved at klikke på dette link: 
Figur 5.1: Skærmbillede fra hjemmesiden. Bilag A: artikel ”Øget genanvendelse af kølemøbler”B. Malmgren-Hansen Kølemøbler er en del af det affald, som er omfattet af WEEE direktivet for elektrisk og elektronisk affald . Direktivet indfører, som beskrevet i Hvidvare-Nyt nr. 3, producentansvar for håndteringen af EE affald, herunder kølemøbler. I direktivet indgår en række krav til, hvorledes oparbejdningen af WEEE affaldet skal udføres, men også krav om at medlemsstaterne fremmer, at udformningen og produktionen af elektrisk og elektronisk udstyr tager hensyn til den behandling, produkterne skal igennem efter endt levetid. Herunder at oparbejdningen lettes, genanvendelse fremmes og at specifikke konstruktioner ikke hindrer genanvendelsen, medmindre der er altovervejende miljømæssige eller sikkerhedsmæssige grunde til dette. På sigt kan man forestille sig, at der i et samspil mellem udstyrsproducenterne og genvindingsindustrien udvikles teknikker, som muliggør, at udstyrets miljøvenlighed i relation til genvinding vil kunne afspejles i omkostningerne ved oparbejdning. Til at håndtere WEEE-affaldet har FEHA og BFE dannet foreningen "Elektriske/Elektroniske Producenters Affaldsorganisation" (EPA) med henblik på etablering af en fælles producentansvars ordning (EE-retur). Projektet "Øget genanvendelse af kølemøbler" har indgået som led i en samlet handlingsplan fra FEHA for at undersøge muligheden for at opnå en samlet bedre genanvendelse af kølemøbler ved at kombinere ønskede krav til oparbejdning af kølemøbler i genanvendelsesindustrien med mulighederne for at ændre i design og produktionsmetoder hos producenter af kølemøbler. Kølemøbler er komplekse produkter med en række indgående metaller, plastmaterialer, glas, elektronik mv. I WEEE direktivet er der minimumskrav om 75% materialegenanvendelse for den gruppe, kølemøbler tilhører. Hvis der skal opnås en høj genanvendelse, er det nødvendigt, at de forskellige materialer adskilles og separeres ved en brug af en blanding af manuelle og maskinelle metoder. Her har kølemøbelproducentens design og materialevalg en væsentlig indflydelse på, hvor besværligt det bliver at separere materialerne i behandlingsprocessen når, kølemøblerne på et tidspunkt kasseres (se Figur A.1). 
Figur A.1: Behandling af kølemøbler. Et af formålene med projektet har været at få undersøgt, hvilke problemer design og materiale valg giver for genanvendelsesindustrien. Behandlingen i genvindingsindustrien er således gennemgået for at identificere problemer forbundet med øget genanvendelse af materialerne i kølemøblerne, med udgangspunkt i kølemøbelbehandlingen ved Uniscrap, Trige. Hernæst er udvalgt kølemøbelprodukter hos producenterne, hvor materialesammensætning på komponentniveau og forekomst af laminat, kompositkonstruktioner mv. samt anvendt montage er kortlagt. Efterfølgende er der i en række delprojekter arbejdet med mulighederne for øget genanvendelse af kølemøbler via ændringer i design og materialevalg og med forbedringer i behandlingen af kasserede kølemøbler i genanvendelsesindustrien. Projektresultater I det følgende beskrives nogle af de projektresultater, hvor kølemøbel- producenternes design og materialevalg har betydning for den samlede genanvendelse samt de samlede behandlingsomkostninger. Benyttelse af adskillelsesvenlig montageteknik Det er nødvendigt at fraseparere en række komponenter i kølemøbler inden efterfølgende behandling af resten af kølemøblet, enten af tekniske grunde eller som følge af lovkrav vedrørende behandling. For at minimere demontagetiden i genvindingsindustrien skal en komponent, som skal separeres manuelt, være monteret, så den så nemt som muligt kan befries med hammer, brækjern, tang eller andet værktøj. Eksempler på komponenter, som skal være nemme at separere fra kølemøblet, er kompressorer og printkort. Et eksempel kan være montage af printkort i et håndtag, som ved et slag med en hammer kan brækkes af (foto A.2)
Foto A.2: Montage af printkort i håndtag Valg og konstruktionsdesign af jern/kobber holdige komponenter I kølemøbler indgår sammensatte jern/kobberholdige komponenter som ventilatorer eller kapilarrør af kobber indsat i jernrør. Hvis mængden af kobber, som ikke kan frigøres maskinelt ved neddeling fra stål, bliver for høj, vil stålet ikke kunne afsættes som almindeligt genbrugsstål, hvilket vil have betydning for den pris, der opnås for materialet. Det er her vigtigt, at producenterne i samspil med genanvendelsesindustrien er opmærksomme på brugen af sammensatte jern/kobber komponenter og, hvis indholdet af kobber bliver for stort, overvejer om komponenterne kan undgås eller monteres, så de nemt kan frasepareres inden den maskinelle behandling udføres. Valg og konstruktionsdesign af plastholdige komponenter I genanvendelsesindustrien har der hidtil overvejende været fokuseret på genanvendelsen af stål fulgt af kobber og aluminium. Kølemøbler til husholdninger indeholder imidlertid i stigende grad polymerbaserede materialer (skum og plast) i modsætning til tidligere, hvor en større del af kølemøblet var baseret på stål. Dette medfører, at indsatsen for genanvendelse af polymerbaserede materialer må øges, hvis ikke genanvendelsesgraden skal falde. Projektet har vist at det vil være muligt at producere en kvalitet af PUR-skum, som er egnet til produktion af byggematerialer. Derimod er genanvendelse af de mange typer indgående plastmaterialer fra især køleskabe vanskelig. Udsortering af plast i enkeltpolymerer er vanskelig, da der benyttes en lang række polymertyper, hvoraf nogle har overlappende densitet som fx ABS og PS. Som udgangspunkt vil genanvendelsen kunne gøres billigere, hvis mængden af forskellige polymertyper begrænses, eller hvis der kun indgår typer som har tilstrækkeligt forligelige egenskaber til, at de kan omsmeltes til genbrugsplast med en brugbar mekanisk styrke. Undersøgelse af en række separationsmetoder, herunder separation baseret på nær-infrarøde teknikker, har dog vist muligheder for at opnå en separation af hovedkomponenterne ABS og PS, så den teknologiske udvikling vil muligvis kunne løse nogle af problemerne med genanvendelse af plastfraktionen. Ved vurderingen af mulige designændringer eller ændringer i materialevalg er det en forudsætning, at energiforbruget af kølemøbler ikke forøges, fx som følge af en dårligere isolering, da energiforbruget har en større miljømæssig betydning ud fra en livscyklusbetragtning end de genvundne ressourcer. Herudover er det nødvendigt, at der er et økonomisk incitament for producenten til at foretage en designændring, der øger genanvendelsen. Udgiften til en designændring må således mindst modsvares af den mindre udgift, der opnås ved oparbejdning af det kasserede kølemøbel, og af andre økonomiske fordele, som opnås ved ændringen (reklamemæssig værdi etc.). Det bør her tilstræbes, at vilkårene er ens for alle inden- og udenlandske producenter. Bilag B: Artikel ”Reduktion af kuldebroer”Af Per Henrik Pedersen, Teknologisk Institut Energiforbruget af et køleskab eller en fryser er meget afhængig af varmetransmissionen fra omgivelserne og ind i apparatet. Denne transmission er afhængig af isoleringstykkelse og isoleringsevnen, kuldebroer fra rørgennemføring m.m. Teknologisk Institut har i samarbejde med FEHA og danske producenter af køleskabe og frysere og med økonomisk støtte fra Energístyrelsen gennemført analyser af kuldebroerne med det formål at reducere strømforbruget og gøre apparaterne mere effektive i fremtiden. I første fase af projektet er der set på forskellige måder at begrænse varmetransmissionen på. Der er foretaget analyser af kuldebroer, udviklet regneprogrammer, bygget prototyper og udført test i kølelaboratorium. Det vil her være for omfattende at komme ind på alle detaljerne, og vi vil derfor nøjes med at se på en ny teknologi, som kunne blive interessant i fremtiden. Vakuumisolering Som led i analysearbejdet besøgte nogle af projektets deltagere i december 2002 to producenter af vakuum-isolerings-paneler i Tyskland. I køleskabe og frysere består isoleringsmaterialet af polyurethanskum, og det virker fint og godt. Ved at benytte vakuum-isoleringspaneler (VIP-paneler) kan det imidlertid blive endnu bedre. VIP-paneler består af en lufttæt film, som omslutter et meget fint pulver, og der er vakuum i panelet. Det svarer lidt til vakuumpakket kaffe. Der blev i projektet målt på paneler fra fire forskellige leverandører, og der blev målt isoleringsevne, som er ca. 4 gange bedre end for polyurethanskum. I praktisk udnyttelse kan man ikke opnå denne store forbedring af isoleringsevnen, idet panelerne skal placeres inde i polyurethanskummet. Det er nemlig sandwich-konstruktionen med isoleringsskum samt inder- og yderkabinet, som giver den store styrke i kølemøbler. I projektet er der fremstillet prototyper af kummefrysere med VIP-paneler. Der blev f.eks. fremstillet en kummefryser med VIP-paneler i de fire sider, således at panelerne dækker ca. en tredjedel af overfladearealet. VIP-panelerne er 30 mm tykke og den samlede vægtykkelse er 100 mm. Energiforbruget blev reduceret med 17 %. 
Figur B.1: Principtegning af en kummefryser med vakuum-isoleringspaneler i siderne. VIP-panelerne er placeret inde i isoleringsskummet. Det interessante ved VIP-paneler er den gode isoleringsevne. Ulempen ved panelerne er den høje pris (ca. 40 Euro/m²), og derfor vil vi nok i første omgang se panelerne benyttet i dyre specialprodukter, som kan bære meromkostningen. Der er fremstillet husholdningskølemøbler med VIP, men det er ikke slået igennem i større skala endnu. I fase 2 af projektet foregår der konkrete udviklingsprojekter om konkrete produkter. Disse udviklingsprojekter omgås med fortrolighed indtil afslutningen i 2005. Bilag C: Artikel ”Holder kølemøbler isoleringsevnen?”Af Henning D. Smidt, Teknologiske Institut. I tidens løb har der været rejst tvivl om isoleringsevnen af kølemøbler forblev konstant gennem hele levetiden for møblet. Forblev den ikke konstant, men aftog med tiden, ville strømforbruget stige efterhånden, som møblet blev ældre. Med henblik på at afklare dette forhold er denne undersøgelse gennemført. I undersøgelse er kabinetelementer fra 3 danske fabrikater blevet kunstigt ældet, hvorefter isoleringsevnen målt. Ældningen er foretaget ved forhøjet temperatur, idet isoleringsevnen i den type isolering, som indgår i kølemøbler, hurtigere ændre sig, når temperaturen hæves. Ældningen svarer til at undersøgelsen dækker et tidsrum på mindst 10 år brug ved almindelige rumtemperatur. Undersøgelsen en gav følgende resultat.
Måleusikkerhed: 0,0004 W/(m K). Tabel C.1: Måling af varmeledningsevnen af låger i forbindelse med langtidstest Som det fremgår af resultaterne er der små ændringer, - både opad og nedad. Det skyldes, at ændringerne er i samme størrelsesorden, som usikkerheden på målingerne. Der er således ikke i resultaterne i denne undersøgelse noget som indikerer, at isoleringsevnen for de kølemøbler, der er på markedet aftager, når der benyttes moderne isoleringsmaterialer, som i alle tre tilfælde er polyurethanskum med cyclopentan som cellegas. Undersøgelsen er finansieret af Energistyrelsen og gennemført i samarbejde med 3 danske producenter af kølemøbler og FEHA.
|