Miljøprojekt nr. 1186, 2008
Trinopdelt forgasning af imprægneret affaldstræ
Indholdsfortegnelse
- 4.1 Formål
- 4.2 Beskrivelse af forgasseren
- 4.3 Anlægsskitse og måleprogram
- 4.4 Forsøgets udførelse
- 4.5 Præsentation af resultater
- 4.6 Delkonklusion
5 Vurdering af anlæg til bæredygtig omsætning af affaldstræ
Bilag 1: Referencer fra litteraturstudiet
Bilag 2: Energibalance (1 side)
Bilag 3: Prøvningsrapport - CCA flis
Bilag 4: Prøvningsrapporter - bundaske
- Bilag 4.1: Bundaske nr. 9
- Bilag 4.2: Bundaske nr. 25
- Bilag 4.3: Bundaske nr. 36
- Bilag 4.4: Bundaske nr. 45
Bilag 5: Prøvningsrapporter - cyklonaske
Bilag 6: Prøvningsrapport - filteraske
Bilag 7: Skitse af forsøgsanlæg
Forord
I perioden fra midt 2002 til ultimo 2003 er projektet ”Trinopdelt forgasning af imprægneret affaldstræ” med arbejdstitlen ”Imprægneret affaldstræ anvendt som ressource til bæredygtig energiproduktion” gennemført af dk-TEKNIK ENERGI & MILJØ, nu en del af FORCE Technology (ansøger og projektleder) og TK Energi A/S. Projektet er finansieret af Miljøstyrelsens program for renere produkter m.v. – 2001, Udviklingsordningen, Affald/Genanvendelse – 5.1.2. Teknologiudvikling.
Projektets følgegruppe havde følgende medlemmer:
| Institut for Miljøteknologi | Thomas Højlund |
| FORCE Technology | Søren Houmøller |
| Osmose Denmark A/S, | Lars Nyborg |
| Energi E2 | Erik Winther |
| I/S Vestforbrænding, | Kirsten Bojsen |
Samarbejdet mellem parterne i styregruppen har gennem projektforløbet været konstruktivt og givende, og FORCE Technology vil derfor gerne takke ovennævnte personer for deres positive bidrag til projektet.
Juni 2007
Sammenfatning og konklusioner
Dette projekt er igangsat for at afklare, om TKE’s trinopdelte forgasser efterfulgt af en oparbejdningsproces til restprodukterne kunne være en bæredygtig proces til behandling af affaldstræ imprægneret med Cu, Cr og As.
Projektet har haft fire hovedaktiviteter:
- Litteraturstudie
- Laboratorieforsøg med højtemperatur-behandling af aske fra imprægneret træ
- Forberedelse af og gennemførelse af 100 timers drift med pilotanlæg hos TK Energi A/S
- Vurdering af miljøforhold og potentiale for genanvendelse af tungmetaller
Litteraturstudiet har givet information om, hvilke internationale forsknings- og udviklingsgrupper, der arbejder med problematikker omkring udskillelse af Cu, Cr og As i forgasnings- og forbrændingsprocesser.
De offentliggjorte resultater fra disse grupper har dog ikke kunnet bidrage med oplysninger, der har kunnet benyttes i ændringer i udformningen af forsøgsanlægget eller tolkningen af resultaterne.
Det er stadig arsens meget komplicerede kemi, der er problemet. Litteraturstudiet har ikke kunnet finde undersøgelser af arsens opførsel ved meget høje temperaturer (> 1000°C ).
Laboratorieforsøget har ikke givet øget sandsynlighed for, at arsen fra affaldstræ ikke kontaminerer bundaske og flyveaske ved forgasning i trinopdelte forgassere. Tværtimod stiger indholdet af arsen ved højere temperaturer, og idet partiel-forbrændingszonen i TKE forgasseren netop opererer ved høj temperatur, kan ovenstående resultater ikke underbygge dette koncept.
Projektet har med succes gennemført 100 timers forsøgsdrift på TKE’s forgasser med imprægneret affaldstræ. Under hele forsøget kørte anlægget stabilt, driften var kontrolleret og processen uden overraskelser. Forgasseren producerede under hele forsøget en kontinuert og stabil gasstrøm, og gaskvaliteten var som forventet af en medstrømsforgasser fyret med tørt træ på trods af, at der blev konstateret indbrud af falsk luft i forgasseren.
Driften af forgasseren er stadig omkostningstung på grund af den nødvendige høje bemanding.
Forgasseren bør forbedres på følgende punkter:
- Styring og regulering
- Design af riste og askeudtag
- Design af reaktorkammer
Forgasseren har potentialer til - med investeringer og udvikling - at blive en teknologi, der kan omsætte CCA-imprægneret træ på en effektiv og bæredygtig måde.
Processen kræver stadig forbedringer med henblik på at øge proces-stabiliteten og en videreudvikling, der kan øge koksomsætningen, så koksandelen i askefraktionen bliver mindre. Projektet har ikke i fuld skala eftervist mulighederne for at oparbejde CCA-metaller i restprodukterne fra forgasningsprocessen - blot konstateret, at forgasningsprocessen efterlader stort set alle metaller i bundaske, mens en meget lille del af de tre vigtige metaller Cu, Cr og As genfindes i cyklon- og filterasken.
Processen bør videreudvikles, og det bør verificeres, hvorledes Cu, Cr og As kan genindvindes fra askefraktionerne, herefter kan en egentlig økonomisk evaluering gennemføres.
Summary and conclusions
This project has been started to verify if the staged gasification process developed by TK Energi A/S with further processing of the residual products (bottom, cyclone and filter ash) could be a sustainable treatment process for waste wood impregnated by Cu, Cr and As.
The project has had four main activities:
- Information retrieval
- Laboratory tests with high temperature treatment of ashes from impregnated wood
- Planning and completion of a 100-hour test run at the pilot plant at TK Energi A/S
- Evaluation of environmental impact and the potential of recycling the heavy metals
The information retrieval has given information on which international research teams are working on the problems of fractionating Cu, Cr and As in gasification and combustion processes.
However, the published results from these teams have not contributed with information that could be used for implementing changes in the design of the pilot plant or for interpreting the results from the tests.
The complicated chemistry of Arsenic is still the problem. The information retrieval has not found research on the behaviour of Arsenic at high temperatures (> 1000°C).
The laboratory tests have not increased the likelihood of Arsenic not contaminating the bottom and fly ash from this type of gasifier. On the contrary the content of Arsenic increases with the temperature, and since the partial combustion zone of the TKE gasifier is operating at high temperatures, these results cannot support this concept.
The project has successfully carried out a 100-hour test run on the TKE staged gasifier with impregnated waste wood. During the entire test the running conditions were stable and the process controlled properly without unforeseen occurrences.
The gasifier was continuously producing a steady product gas stream with the quality expected from a co-current gasifier fired with dry wood, in spite of the observation of false air.
The operational costs are still high due to manning requirements.
The gasifier should be improved on the following points:
- Automatic control
- Design of grate and ash outlet
- Design of reactor chamber
The gasifier has a potential - with the right investment and development - to become a technology capable of treating CCA-impregnated waste wood in an efficient and sustainable way.
The process still requires improvement in order to increase the process stability and further development to improve the coke transformation, thereby decreasing the ratio of coke in the ash fraction. The project has not demonstrated the possibilities of processing the residuals from the gasification process in full scale, it has only ascertained that the gasification process separates the metals in bottom ash, cyclone ash and filter ash.
The process should be further developed, and a method of recovering Cu, Cr and As from the ash fractions should be verified. After this an economic evaluation can be completed.
1 Introduktion
1.1 Formål
Formålet med dette projekt er at udvikle en miljø- og energimæssige korrekt behandlingsproces til imprægneret affaldstræ. Behandlingsprocessen er en videreudvikling af en TK Energi A/S forgasningsteknik, med følgende klare fordele:
- Forgasseren producerer meget lidt tjære (10-20mg/Nm3), hvilket gør det lettere og billigere at rense produktgassen for arsen (As).
- Forgasningsanlægget opererer med en høj total virkningsgrad, hvilket betyder, at anlægget producerer 5-15 % mere energi end traditionelle ikke-trinopdelte forgassere samt konventionelle mod- og medstrømsforgassere. Den høje virkningsgrad er essentiel for anlæggets driftsøkonomi.
- Forgasseren har den egenskab, at alkalimetaller og andre flygtige bestanddele af asken, herunder formentlig As, i højere grad end i andre forgasningstyper (modstrøms og fluid bed forgassere) vil findes på dampform og vil udkondensere i det efterfølgende gasrensningssystem. Dermed forventes det, at As adskilles fra asken, og at det er lettere at oparbejde og genanvende fx krom (Cr) og kobber (Cu).
- Forgasseren har vist sin processtabilitet ved kontinuert drift med frisk træflis
Hensigten er at tilpasse forgasningsteknikken til affaldstræ således, at de vigtigste tungmetaller kan genvindes uden videre miljømæssig og økonomisk besvær, samtidig med at energiindholdet i træet udnyttes til produktion af el og varme.
1.2 Baggrund
De væsentligste tungmetaller i affaldstræ er kobber, krom og arsen (hhv. Cu, Cr og As). Cr og Cu er de metaller, der forekommer i størst koncentration i affaldstræ og udgør tilsammen typisk 10-30 % af asken. På grund af den høje koncentration af Cu og Cr og den pris, der gives for de udvundne metaller, bliver videre oparbejdning af asken interessant. As er meget giftigt og har ingen genanvendelsesmuligheder og skal derfor stabiliseres og deponeres.
Den samlede produktion af trykimprægneret affaldstræ i Danmark vurderes til at være ca. 18.000 tons pr. år i 1997. Prognoser peger på en årlig produktion på 80.000 i 2020. Affaldstræet fremkommer bl.a. fra genbrugsstationer, nedrivningsarbejder og kabellægningen af det danske lavspændingstransmissionsnet, der har medført nedtagning af i størrelsesordenen 1 mio. m³ ledningsmaster.
Den samlede mængde tungmetaller i dette affaldstræ udgør årligt ca. 62 ton Cu, 125 ton Cr og 94 ton As. Det er metallerne Cu og Cr, der har genanvendelsespotentiale, selvom energiindholdet i træet dog står for langt den største økonomiske gevinst.
Der findes ingen fuldskala-anlæg til behandling af imprægneret affaldstræ med oparbejdning af tungmetaller. Termiske behandlingsprocesser af affaldstræ er velkendte, men producerer dog typisk en metalholdig slagge med et højt indhold af As, hvilket gør oparbejdning af Cr og Cu besværlig.
1.3 Projektets hovedaktiviteter
Projektet er inddelt i følgende hovedaktiviteter:
- Litteraturstudie (afsnit 2, side 13)
Litteraturstudiet er gennemført for at klargøre om andre forskningsgrupper har foretaget lignende undersøgelser med forgasning af affaldstræ, eller tungmetallers opførsel og fraktionering ved høje temperaturer. Af særlig relevans er oplysninger eller anden forskning, der kan bruges til optimering af TKE’s proces.
- Laboratorieforsøg (afsnit 3, side 17)
Har til formål at belyse tungmetallers opførsel under høje temperaturer, med særligt henblik på at finde et optimalt temperaturområde, hvor As hovedsageligt forbliver i gasfasen således, at den resterende aske forurenes mindst muligt.
- Forberedelse af og gennemførelse af 100 timers drift med pilotanlæg hos TK Energi A/S (afsnit 4, side 19)
Forsøget med pilotanlægget danner grundlag for et massebalance-regnskab for Cu, Cr og As, samt eftervisning af de estimerede energimæssige virkningsgrader for el på knap 30% og for varme på ca. 60%.
- Vurdering af miljøforhold og potentiale for genanvendelse af tungmetaller (afsnit 5, side 33)
På basis af driften med pilotanlægget foretages en energi- og miljømæssig vurdering af TKE processen med særlig vægt på mulighederne for genanvendelse af tungmetaller. Tungmetal masseregnskabet vil påvise, hvordan As opfører sig i forgasseren, og i hvilket omfang askefraktionerne kontamineres.
2 Litteraturstudie
2.1 Baggrund
Litteraturstudiet har til formål at give supplerende oplysninger til projektet, og især afdække om andre forskningsgrupper eller organisationer har udført lignende arbejde, og i så fald hvilket.
Der er fokuseret på følgende:
- At finde andre forskningsgrupper eller firmaer, der arbejder med lignende teknologier til løsning af problemet omkring brugen af affaldstræ til energiformål.
- At undersøge, om laboratorieforsøg udført andetsteds kan give øget grundlag for at tro, TKE forgasningsprocessen virker efter hensigten.
- At klarlægge om andre undersøgelser har påvist bestemte temperaturområder, hvor As hovedsageligt befinder sig i gasfasen.
2.2 Metode
Litteraturstudiet er udført ved at rette henvendelse til projektgruppens kontaktkreds, samt ved at få udført en litteratursøgning gennem et amerikansk service bureau, NERAC.
2.2.1 Personlige kontakter
Gennem oplysninger fra konferencer og workshops, og via projektgruppens personlige kontaktnetværk, er 15 referencer til litteratur fundet. De 15 referencer kan ses i bilag 1.
2.2.2 NERAC litteratursøgning
NERAC er et amerikansk service bureau med speciale i litteratursøgning.[1] NERAC gennemsøger publikationer, journaler, patenter, varemærker, med mere, og gør bl.a. brug af en række tekniske, naturvidenskabelige og ingeniørmæssige databaser.
NERAC er blevet hyret til at foretage en litteratursøgning baseret på den problemstilling nævnt ovenfor. Gennem NERAC udføres søgningen på baggrund af en verbal fremstilling af det problem, der ønskes belyst:
Information is required on measurements or research mapping the details of the mass balance for gasification of wood. The wood is CCA treated wood, meaning it contains As, Cr and Cu for preservation purposes. The gasification process could be any gasification process (a thermal breakdown similar to combustion, but taking place in reduced oxygen conditions), but should preferably be a downdraft gasification process and even better a staged downdraft gasification process.
The result needed is information on how metals and metals compounds in the wood fuel is distributed into different ash fractions (bottom ash, fly ash, particles in gasification gas, gas compounds in gasification gas and maybe more fractions). Most emphasis is on the fate of As, but also the other metals Cr and Cu are of interest. Temperature dependency is the key issue - how is the fractionation of the metals in ash fractions dependent on the process temperature?
Søgningen resulterede i 82 relevante publikationer, hvilket dog blev reduceret til 8 gennem manuel behandling. [2]
Globalt set er der 5 grupper som har undersøgt tungmetallers opførsel ved forgasning af træ:
- dk-TEKNIK ENERGI & MILJØ, Danmark, i samarbejde med Ingwald Obernberger, Østrig, VTT, Finland, Umeå Universitetet, Sverige, m.fl.
- Lieve Helsen og Eric van den Bulck, Leuven, Belgien
- Florida Center for Solid and Hazardous Waste Management
- Kakitani Tomo and others, Kyoto University, Japan
- VTT, Finland
Gruppe 1 har publiceret detaljerede massebalancer for spormetaller ved forbrænding og forgasning af (”almindeligt”) træ. Arsen var ikke inkluderet i dette studie, hvorfor oplysninger om arsens opførsel under forgasning ikke er tilgængelige fra denne gruppe.
Gruppe 2 har publiceret adskillige artikler der beskriver arsens opførsel i reducerende atmosfære, baseret på laboratorieforsøg og kemisk ligevægtsberegninger.
Gruppe 3 har publiceret detaljerede oplysninger omkring effekterne fra Cr, Cu og As udenfor termiske procesanlæg (f.eks. fra CCA i røggassen og asken). Undersøgelserne blev foretaget på affaldstræ og studier omkring tilbageholdelse af As ved forskellige temperaturer blev også udført.
Gruppe 4 har undersøgt arsens opførsel under pyrolyse af affaldstræ. Det blev påvist, at Arsen-indholdet i en prøve blev reduceret fra 100% til ca. 50% ved en øgning af pyrolysetemperaturen fra 100°C til 500°C.
Gruppe 5 har udført adskillige studier omkring askeelementers opførsel ved forbrændings- og forgasningsprocesser. Der blev fokuseret på dannelse af flyveaske, alkalimetaller og diverse andre forbindelser – dog ikke As. Nogle af resultaterne er sandsynligvis brugbare i dette projekt alligevel.
2.3 Øvrige erfaringer
Reference 6 fra NERAC (se bilag 1) udsiger, at krom og kobber frigivet ved forbrænding hovedsageligt forbliver i asken, mens 60-90% af arsen findes i røggassen som små partikler.
2.4 Delkonklusion
Litteraturstudiet har givet information om, hvilke internationale forsknings- og udviklingsgrupper, der arbejder med problematikker omkring udskillelse af Cu, Cr og As i forgasnings- og forbrændingsprocesser.
De offentliggjorte resultater fra disse grupper har dog ikke kunnet bidrage med oplysninger, der har kunnet benyttes i udformningen af forsøgsanlægget eller tolkningen af resultaterne.
Det er stadig arsens meget komplicerede kemi, der er problemet. Litteraturstudiet har ikke kunnet finde undersøgelser af arsens opførsel ved meget høje temperaturer (> 1000°C ).
[2] Oplysninger om de 8 publikationer, inkl. et abstrakt, kan ses i bilag 1.
3 Laboratorieforsøg
3.1 Baggrund
Der er udført en række laboratorieforsøg, som har til formål eksperimentelt at påvise, hvorledes kobber, krom og arsen opfører sig ved forskellige temperaturforhold.
Forsøgene blev udført som følger:
Prøver af 100 g tørt affaldstræ blev placeret i en forvarmet keramisk ovn. Efter indføring af prøver blev temperaturen øget til den ønskede sluttemperatur på mellem ca. 950°C og 1400°C. Ved endt forsøg blev askerne analyseret for tungmetaller, således at koncentrationen af metaller i asken kan analyseres som funktion af temperaturen.
Der blev udført forsøg ved 4 forskellige sluttemperaturer, og ved hvert forsøg blev 4-5 affaldstræprøver benyttet. Efter endt forsøg blev i alt 11 asker analyseret.
3.2 Præsentation af resultater
Nedenstående graf viser hovedresultatet fra laboratorieforsøgene. På y-aksen ses indholdet af tungmetal i asken i mg/kg tør aske. X-aksen er sluttemperaturen i ovnen.
Figur 1. Indhold af tungmetaller i asker fra laboratorieforsøg
På Figur 1 ses, at kobberindholdet ved en temperatur på 960°C ligger i området 100.000-180.000 mg/kg aske. Ved temperaturer over 1200°C falder kobberindholdet til 30.000 mg/kg aske eller derunder.
Indholdet af krom i asken holder sig nogenlunde konstant på omkring 30.000 mg/kg aske i hele temperaturområdet.
Arsen-indholdet udviser en vis spredning. For eksempel svinger koncentrationen i 1200°C-prøverne fra 3.000 mg/kg til 110.000 mg/kg. Alligevel vurderer vi, at forsøgene viser, at arsen binder sig hårdere i asken jo højere temperaturen er. I affaldsforbrændingsanlæg fordeler arsen sig typisk med mest i flyveasken, men stadig med en anseelig andel (5-15%) i aske/slagge. Arsens kemi er meget kompliceret, og arsen kan optræde i et stort antal kemiske forbindelser. Hvilke forbindelser arsen ender i (i en forgasningsproces) afhænger af forhold som temperatur/tid, om atmosfæren er reducerende eller oxiderende og selvfølgelig af, hvilke andre stoffer som er til stede. Litteraturstudiet har ikke kunnet finde undersøgelser af arsens opførsel ved meget høje temperaturer (> 1000°C ).
Resultatet af laboratorieforsøgene viser den modsatte effekt af den forventede, og laboratorieforsøgene kan derfor ikke underbygge teorien om, at TKE forgasseren kan producere en aske, der ikke er kontamineret med As.
3.3 Delkonklusion
Laboratorieforsøget har ikke givet øget sandsynlighed for, at arsen fra affaldstræ ikke kontaminerer bundaske og flyveaske ved forgasning i trinopdelte forgassere. Tværtimod stiger indholdet af arsen ved højere temperaturer, og idet partiel-forbrændingszonen i TKE forgasseren netop opererer ved høj temperatur kan ovenstående resultater ikke underbygge dette koncept.
4 Hundrede timers forsøg
- 4.1 Formål
- 4.2 Beskrivelse af forgasseren
- 4.3 Anlægsskitse og måleprogram
- 4.4 Forsøgets udførelse
- 4.5 Præsentation af resultater
- 4.6 Delkonklusion
4.1 Formål
Som led i dette projekt er der udført ca. 100 timers drift med affaldstræ på et pilotanlæg placeret hos Thomas Koch Energi A/S. Forsøget har til formål at eftervise høje energimæssige virkningsgrader gennem længerevarende drift, samt at danne ramme for et måleprogram for tungmetaller og dermed masseregnskab for As, Cu og Cr.
4.2 Beskrivelse af forgasseren
Forgasseren er baseret på en fixed-bed trin-opdelt proces, designet efter De laCotte princippet. Forgasseren er opbygget og monteret i TKE’s forsøgshal i Gadstrup, og består af følgende hovedkomponenter:
- Brændselshåndtering
- Forgasser (bestående af internt opvarmet pyrolysezone, gas forbrændingszone og forgasningszone).
- Askeudladning
- Tør glasrensning
- Partikelfilter
- Motor-generatoranlæg
- Styring, regulering og overvågningsanlæg
Tjæreindholdet i produktgassen er meget lavt, typisk 10-20mg/Nm³, hvilket gør anlægget velegnet til motordrift efter afkøling og simpel (tør) rensning af gassen.
Ved drift forbruger anlægget ca. 40-80 kg brændsel i timen, svarende til en indfyret effekt på op til 350 kW.
Man har tidligere eftervist, at forgasser-processen er stabil, når man fyrer med rent træ (skovflis med et fugtindhold på 30%), og man har opnået en ren gas med et tjæreindhold på højst 20 mg/Nm³, hvilket er meget lavt i forhold til andre forgassertyper:
| Modstrøm: | 30 – 150 | g/Nm³ |
| Medstrøm: | 0,015 – 0,5 | g/Nm³ |
| Fixed-bed trin-opdelt: | max. 0,02 | g/Nm³ |
Forgasseren har under forsøgene kørt med en koldgasvirkningsgrad på ca. 55%. Årsagen til den relativt lave virkningsgrad er det høje indhold af uomsat biomasse i asken. El-virkningsgraden er på et pilotanlæg udstyret med gasmotor og el-generator målt til 20%, men forventes at nærme sig 30% på fremtidige anlæg på 1-1,5 MWt størrelsen.
Figur 2. Skitse med energi-strømme mellem hovedkomponenter: Brændsel, forgasser, motor/generator.
Figur 2 illustrerer energi-indholdet i strømmene i forgasningsanlægget. Energi-indholdet i brændslet er normeret til 100%. Energibalancen er ikke fuldstændig afstemt, men illustrerer alligevel udmærket forholdende i anlægget. Koldgasvirkningsgraden er brændværdien af produktgassen (96 kW) divideret med brændværdien af den indfyrede biomasse (175 kW) – i dette eksempel 55%.
4.3 Anlægsskitse og måleprogram
4.3.1 Anlægsskitse
Figur 3, nedenfor, viser en principskitse af anlægget. Hovedkomponenterne fremgår af skitsen, der desuden viser de 5 målepunkter, der bruges i forbindelse med forsøget. Tabel 1 giver en yderligere beskrivelse af målepunkterne, og skal således sammenholdes med anlægsskitsen.
Tabel 1: målepunkter på anlægsdiagram.
| Målepunkt nr. (Figur 3) |
Målepunkt – beskrivelse |
| 1 | Bundaske – analyse af tungmetaller, kulstof indhold, mm. |
| 2 | Cyklonaske – analyse af tungmetaller, kulstof indhold, mm. |
| 3 | Posefilteraske – analyse af tungmetaller, kulstof indhold, mm. |
| 4 | Gas sammensætning– CO, H2, CH4, N2 og CO2 |
| 5 | Luft |
Desuden foretages en række målinger på anlægget (hovedsageligt tryk og temperatur), som er nødvendige for optimal styring og regulering.
Figur 3. Skitse af forsøgsopstilling. Bilag 7 viser skitse i fuld størrelse.
4.3.2 Prøvetagning og analyse
Vi analyserer det indfyrede brændsel og cyklon-, bund- og filteraske fraktionerne fro tungmetallerne (kobber, krom og arsen). Idet støvkoncentrationen i produktgassen er lav, og idet vi antager, at kun en lille andel af den samlede mængde metaller udkondenserer på partikler i produktgassen ved de høje temperaturer, har vi valgt ikke at analysere denne strøm for tungmetaller.
Disse analyser danner, sammen med registrering af massestrømmene, grundlag for opstilling af en massebalance, der således kaster lys over metallernes opførsel i anlægget.
CCA flis
For hver påfyldning af CCA-flis i doseringstanken udtages en delprøve på 300 – 400 g. Alle delprøver samles til én i en lufttæt beholder, og der udføres en enkelt analyse på råprøven.
Bundaske
Al bundaske opsamles i tønder, som hver har kapacitet til ca. 2 timers drift. Askeprøver fra 4 tønder, jævnt fordelt over forsøget, er analyseret.
Cyklonaske
Den totalt producerede cyklonaske opsamles i tønder. Forsøget genererede 3 tønder hvoraf asken fra de to første er blevet analyseret.
Filteraske
Der er analyseret aske fra et enkelt patronfilter.
4.4 Forsøgets udførelse
Driften på pilotanlægget i Gadstrup blev udført i perioden fra 3/12/2003 til 11/12/2003. I nogle indledende dage blev anlægget fyret med almindeligt træflis, og mandag den 8/12/2003 blev brændslet omskiftet til affaldstræ. I perioden fra 8/12/2003 til torsdag 11/12/2003 var forgasseren i kontinuerlig drift med affaldstræ – svarende til ca. 100 timer.
Det imprægnerede træbrændsel er repræsentativt for affaldstræ, der foruden CCA-behandlet træ også kan indeholde creosol-behandlet træ som jernbanesveller og elmaster. Figur 4 illustrerer affaldstræet benyttet i forgasseren efter neddeling til en passende størrelse.

Figur 4. Det benyttede affaldstræ i pilotanlægget hos TKE A/S.
4.5 Præsentation af resultater
4.5.1 Luft-, brændsels- og temperaturforløb
Den indfyrede brændselsmængde blev registreret ved hjælp af vejeceller under flisdoseringstanken jf. Figur 3. Under forsøget blev der indfyret i alt 2.740 kg CCA-flis svarende til 38 kg flis/h. Tabel 2 viser resultatet af flisanalysen på basis af den indleverede prøve. Resultater på vandfri basis kan ses i bilag 3.
Tabel 2: Analyse af CCA-flis.
| Parameter | Enhed | Resultat |
| Vandindhold | % (w/w) | 9,5 |
| Aske | % (w/w) | 2,2 |
| Svovl (S) | % (w/w) | 0,05 |
| Hydrogen (H) | % (w/w) | 5,7 |
| Carbon (C) | % (w/w) | 45,4 |
| Nitrogen (N) | % (w/w) | 0,10 |
| Oxygen (O) | % (w/w) | 37,1 |
| Effektiv brændværdi | MJ/kg | 16,95 |
| Arsen (As) | mg/kg | 1.700 |
| Krom (Cr) | mg/kg | 1.500 |
| Kobber (Cu) | mg/kg | 1.400 |
Indfyringsforløbet af flis kan ses af Figur 5. Trendkurven viser 15 minutters middelværdier renset for ”dårlige data” fremkommet under f.eks. påfyldning af flis.
Figur 5. Indfyret flis i forsøgsperioden.
Luftmængden blev målt med ved hjælp af en blænde placeret mellem luftblæseren og den kolde varmeveksler (se Figur 3). TKE skønner, at der er en lækageluft i størrelsesordenen 10 % i alt, hvoraf hovedparten går igennem forgasseren. En lille del af lækageluften går igennem utætheder i cyklon, filtre og rørsystem og deltager således ikke i forgasningsprocessen. Med korrektion for lækageluft er der i forsøgsperioden indfyret i alt 3.700 kg luft i forgasseren svarende til 51 kg/h. Luftforbruget under forsøget illustreres i Figur 6.
Figur 6. Luftforbrug.
Figur 7. Temperaturer.
Figur 7 viser temperaturforløbet i perioden. Heraf ses, at koksbed’en i store træk har opereret i et temperaturområde mellem 800°C og 1100°C.
| T1 | Brændselstemperatur under cellesluser |
| T2 | Pyrolysetemperatur, start |
| T4 | Pyrolysetemperatur, slut |
| T5 | Brændkammer (1) |
| T6 | Brændkammer (2) |
| T7 | Koksbed (Type S) |
| T8 – T15 | Koksbed |
| T16 | Gas afgang forgasser |
| T17 | Gas efter cyklon |
Figur 8 viser billeder af forsøgsanlægget.
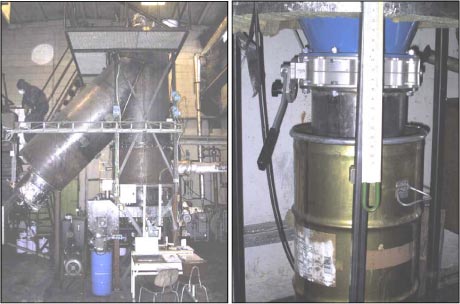
Figur 8. TKE forgasseren (til venstre) samt nærbillede af kokstønde (til højre).
4.5.2 Kemisk sammensætning af forgasningsgassen
Produktgassen blev analyseret for hovedkomponenterne CO, CO2, H2, CH4, N2 og O2 med en såkaldt mikro-gaskromatograf (MikroGC) med to kolonner (Molsieve 5A og PLOT Al2O3/KCl). Gassen blev tørret og renset for organiske komponenter inden den blev analyseret i MikroGC’en.
Gassammensætningen var nogenlunde konstant i hele driftsperioden, og Figur 9 (nedenfor) viser analyseresultaterne for to længere måleperioder:
- Natten mellem 8. og 9. december, 2003
- Natten mellem 10. og 11. december, 2003
Figur 9. Gasanalyser fra den 9/12.
Figur 10. Gas analyser fra den 10/12.
Et gennemsnit af de målte gassammensætninger ses i Tabel 3, hvor gennemsnittet er opgjort for hver af de to måleperioder. Forskellen i sammensætning beror sandsynligvis på mindre forskelle i driftstilstanden for de pågældende perioder.
Tabel 3. Gennemsnitlig sammensætning af forgasningsgassen i volumenprocent for de to måleperioder.
| H2 | O2 | N2 | CH4 | CO | CO2 | Sum | Øvre brændværdi | Bemærkninger |
| % (v/v) | MJ/Nm³ (tør) | |||||||
| 15,3 | 1,5 | 49,0 | 2,0 | 14,2 | 12,3 | 94 | - | Fra natten mellem 8./9. december 2003. Gennemsnit af målte værdier. |
| 16,5 | 0,0 | 52,8 | 2,1 | 15,3 | 13,3 | 100,0 | 4,5 | Normaliseret til 100% og korrigeret for ilt |
| 21,7 | 1,4 | 43,2 | 1,9 | 17,2 | 12,3 | 98 | - | Fra natten mellem 10./11. december 2003. Gennemsnit af målte værdier. |
| 22,2 | 0,0 | 45,0 | 2,0 | 17,9 | 12,8 | 100,0 | 5,4 | Normaliseret til 100% og korrigeret for ilt |
Usikkerheden på H2 – bestemmelsen er lidt større end for de andre gaskomponenter.
4.5.3 Massebalancer
Den overordnede massebalance er vist i Tabel 4. Da blænden til bestemmelse af den producerede gasmængde sandsynligvis har været besat med belægninger, og derfor ikke har målt korrekt, er gasmængden bestemt som summen af den indfyrede flis- og luftmængde fratrukket mængden af produceret aske.
Tabel 4. Overordnet massebalance.
| IND [kg] | UD [kg] | |||||
| CCA flis | Luft | Vand- indspr. |
Bundaske (koks) |
Cyklonaske (koks) |
Filteraske (koks) |
Gas |
| 2.741 | 3.716 | 461 | 322 | 7,0 | 2,0 | 6.588 |
| Sum ind | 6.918 | Sum, ud | 6.918 | |||
Både bund-, cyklon- og filteraske indeholder koks (ikke fuldt omsat biomasse) i forskellige andele..
Tabel 5 viser C, H, N og O balancen bestemt på baggrund af analyserapporter, gassammensætning og massestrømme. I forbindelse med bestemmelse af brint- og ilt-balancen er produktgassens vandindhold bestemt vha. den matematiske model over en medstrømsforgasser beskrevet i kapitel 4.5.2 samt bilag 2.
Som det ses, er der fundet en tilfredsstillende sammenhæng mellem ind- og udgående strømme.
Tabel 5. Massebalance for C, H, N og O.
| Flis, tør | Vand i flis | Vand-indspr. | Luft | Bund-aske | Cyklon-aske | Filter-aske | Gas | Sum | Andel | |
| [kg] | [kg] | [kg] | [kg] | [kg] | [kg] | [kg] | [kg] | [kg] | Ud/Ind | |
| C ind | 1.245 | 0,48 | 1.245 | |||||||
| C ud | 248 | 5,3 | 1,5 | 901 | 1.156 | 0,93 | ||||
| H ind | 156 | 29,1 | 51,6 | 1,8 | 239 | |||||
| H ud | 242 | 242 | 1,01 | |||||||
| N ind | 2,7 | 2.794 | 2.797 | |||||||
| N ud | 2.891 | 2.891 | 1,03 | |||||||
| O ind | 1.017 | 231 | 409 | 872 | 2.529 | |||||
| O ud | 2.554 | 2.554 | 1,01 |
Askebalancen giver ikke helt så pæne resultater. Sammenlignes den indgående askestrøm i CCA flisen med den udgående askestrøm i koksstrømmene (bundaske, cyklonaske og filteraske) ser balancen ud som vist i Tabel 6:
Tabel 6. Askebalance.
| Aske i flis | Bundaske | Cyklonaske | Filteraske | Sum, aske | Difference | Andel |
| [kg] | [kg] | [kg] | [kg] | [kg] | [kg] | [Ud/Ind] |
| 60,3 | 71,0 | 1,5 | 0,5 | 73,1 | 12,8 | 1,21 |
Det ses, at der er målt 21 % mere aske i de udgående strømme end i den indgående flis. Det er forventeligt, at der er en større afvigelse ved askebalancen, da askemængderne udgør en meget lille del af den samlede massestrøm.
Usikkerhed på prøvetagning af delprøver af flis og koks vurderes at være hovedårsagen til afvigelsen, idet det erfaringsmæssigt er vanskeligt at foretage repræsentative delprøver af faste massestrømme.
4.5.4 Energibalance og virkningsgrader
Energibalancen er beregnet vha. en stationær, matematisk model over en medstrømsforgasser. Modellen er udviklet af Felicia Fock og Kirstine Thomsen, 2000, DTU, MEK.
Tabel 7 viser resultatet af beregningerne. Beregningsforudsætninger kan ses i bilag 2.
Tabel 7. Energibalance.
| Energibalance | Parameter | Energi [kW] |
Energi [% af termisk input] |
| Ind | Termisk input | 174,7 | 100,0 |
| Forvarmning af tør flis | 0,0 | 0,0 | |
| Forvarmning af vandindhold i flis | 0,0 | 0,0 | |
| Forvarmning af luft | 9,1 | 5,2 | |
| Forvarmning af damp | 0,0 | 0,0 | |
| Sum, ind | 183,8 | 105,2 | |
| Ud | Brændværdi i gas | 96,5 | 55,2 |
| Varmeenergi i gas | 37,5 | 21,5 | |
| Energi i koks | 37,3 | 21,4 | |
| Varmetab | 8,7 | 5,0 | |
| Sum, ud | 180,0 | 103,1 |
En forskel på ca. 2 % mellem ind- og udgående energistrøm er yderst tilfredsstillende.
Koldgasvirkningsgraden, der er defineret som
LHVgas* mtørgas / LHVbrændsel * mbrændsel
er beregnet til 55,2 %, hvor
LHVgas Nedre brændværdi af den tørre produktgas
mtørgas Massestrøm af den tørre produktgas
LHVbrændsel Nedre brændværdi af det indfyrede brændsel
mbrændsel Massestrøm af det indfyrede brændsel.
Årsagen til den relativt lave koldgasvirkningsgrad er, at andelen af uforbrændt i koksresten desværre var meget høj under forsøgene – typisk svarende til 13% af den indfyrede effekt. I en optimeret forgasser, som vil have et betydeligt lavere indhold af uforbrændt biomasse i koksen, vil koldgasvirkningsgraden sandsynligvis kunne blive op mod 85%.
4.5.5 Massebalance for tungmetaller
På baggrund af de målte massestrømme samt laboratorieanalyserne kan der stilles følgende massebalance op for arsen, krom og kobber:
Tabel 8. Tungmetalbalance.
| IND | UD | |||||
| Komponent | Enhed | CCA flis | Bundaske | Cyklonaske | Filteraske | Sum ud |
| Krom | [g] | 4.112 | 3.563 | 45 | 6,4 | 3.614 |
| Fordeling (andel af indfyret med flis) | [%] | 87 | 1,1 | 0,2 | 88 | |
| Fordeling (normeret) * | [%] | 99 | 1,2 | 0,2 | 100 | |
| Kobber | [g] | 3.838 | 3.499 | 44 | 7,2 | 3.550 |
| Fordeling (andel af indfyret med flis) | [%] | 91 | 1,2 | 0,2 | 93 | |
| Fordeling (normeret) * | [%] | 99 | 1,2 | 0,2 | 100 | |
| Arsen | [g] | 4.660 | 3.668 | 76 | 118 | 3.862 |
| Fordeling (andel af indfyret med flis) | [%] | 79 | 1,6 | 2,5 | 83 | |
| Fordeling (normeret) * | [%] | 95 | 2,0 | 3,1 | 100 | |
| Sum | [g] | 12.610 | 10.730 | 165 | 132 | 11.027 |
| Fordeling (andel af indfyret med flis) | [%] | 85 | 1,3 | 1,0 | 87 | |
| Fordeling (normeret)* | [%] | 97 | 1,5 | 1,2 | 100 |
* Den normerede fordeling findes ved, at alle målte CCA-andele i askefraktionerne skaleres således, at summen svarer til en 100 % genfinding i forhold til analysen på CCA-træet.
Af tabel 8 ses, at genfindingen af tungmetallerne i asken varierer fra 83 % til 93 % af den i brændslet indfyrede tungmetalmængde, ringest for As og bedst for Cu.
Erfaringsmæssigt stemmer denne type massebalancer ofte inden for ±25% mellem ind- og udgående strømme, så en højeste afvigelse på 17% er umiddelbart tilfredsstillende.
Ifølge resultaterne af askebalancen (se Tabel 6), hvor der måles mere aske ud med koksresterne end ind med CCA træet, kunne det dog forventes, at også CCA balancen ville udvise denne tendens. En forklaring kan være, at prøvetagningen på brændslet har været behæftet med en relativ stor usikkerhed. Der er generelt mange fejlkilder i forbindelse med prøvetagning på et inhomogent materiale, og i nærværende tilfælde er der taget relativt små prøver, og de er ikke udtaget i ”faldende strøm”, som er den bedste procedure ved inhomogene materialer.
Normeres resultaterne af fordelingen af CCA findes, at 97% af krom, kobber og arsen emitteres med bundasken. Modsat det forventede genfindes også arsen stort set kun i bundasken (se afsnit 3.2).
Figur 10 og 11 viser grafiske opstillinger af tungmetalbalancen.
Figur 11. Genfindingsprocenter i asker set i forhold til indfyrede mængder i flis.
Figur 12. Fordeling af kobber, krom og arsen på restprodukttyper.
4.6 Delkonklusion
Under hele forsøget kørte anlægget stabilt, driften var kontrolleret og processen uden overraskelser. Forgasseren producerede under hele forsøget en kontinuert gasstrøm, og gaskvaliteten var som forventet af en medstrømsforgasser fyret med tørt træ på trods af, at der blev konstateret indbrud af falsk luft i forgasseren. Logistikken omkring prøveudtagning var effektiv.
Som forventet kunne næsten 100% af krom og kobber indholdet i affaldstræet genfindes i bundasken fra forgasseren, hvilket er hensigtsmæssigt i forhold til en senere udvinding og genanvendelse af disse stoffer.
Mod forventning blev også langt den største andel af affaldstræets arsen indhold (ca. 95%) genfundet i bundasken. Dette er uheldigt, da arsen jf. kapitel 1.2, er uden genanvendelsesmuligheder og meget giftigt, hvilket kræver stabilisering og deponering. Det er derfor helt nødvendigt, at bundasken fra forgasseren oparbejdes i en specialproces, der udskiller Cu og Cr fra As.
I alle askefraktionerne er der fundet bortglødeligt indhold på mellem 70% og 80% - en høj værdi, som enten kræver efterbehandling eller en bedre kulstofomsætning i forgasseren, såfremt asken skal deponeres. En bedre omsætning af brændslets kulstofindhold vil ligeledes forbedre energivirkningsgraden.
Driften af forgasseren er stadig omkostningstung på grund af den nødvendige høje bemanding.
Forgasseren bør forbedres på følgende punkter:
- Styring og regulering
- Design af riste og askeudtag
- Design af reaktorkammer
Forgasseren har potentialer til - med investeringer og udvikling - at blive en teknologi, der kan omsætte CCA-imprægneret træ på en effektiv og bæredygtig måde.
5 Vurdering af anlæg til bæredygtig omsætning af affaldstræ
Processen kræver stadig forbedringer med henblik på at øge proces-stabiliteten og en videreudvikling, der kan øge koksomsætningen, så koksandelen i askefraktionen bliver mindre. Projektet har ikke i fuld skala eftervist mulighederne for at oparbejde CCA-metaller i restprodukterne fra forgasningsprocessen - blot konstateret, at forgasningsprocessen fragmenterer metallerne i bundaske, cyklonaske og filteraske.
Processen bør videreudvikles, og det bør verificeres, hvorledes Cu, Cr og As kan genindvindes fra askefraktionerne, herefter kan en egentlig økonomisk evaluering gennemføres.
6 Bilagsoversigt
Bilag 1 Referencer fra litteraturstudiet
Bilag 3 Prøvningsrapport, CCA-flis
Bilag 4 Prøvningsrapport, bundaske
Bilag 5 Prøvningsrapport, cyklonaske
Bilag 6 Prøvningsrapport, filteraske
Bilag 7 Skitse af forsøgsanlæg.
Bilag 1: Referencer fra litteraturstudiet
Litteratur fundet gennem personlig kontaktkreds
[1]
Release of metals during the pyrolysis of preservative impregnated wood Pyrolysis of CCA treated wood
L. Helsen and E. van den Bulck
Department of Mechanical Engineering, Katholieke Universiteit Leuven, Leuven, Belgium
[2]
Determination and Characterization of Copper, Chromium and Arsenic in CCA treated Wood and its Pyrolysis Residues by Inductively Coupled Plasma Mass Spectrometry
Kristel Van den Broeck and Carlo Vandecasteele
Department of Chemical Engineering, Katholieke Universiteit Leuven, de Croylaan 46, 3001 Heverlee, Belgium
Lieve Helsen and Eric Van den Bulck
Department of Mechanical Engineering, Katholieke Universiteit Leuven, Celestijnenlaan 300A, 3001 Heverlee, Belgium
[3]
Low-temperature pyrolysis of cca treated wood waste: chemical determination and statistical
analysis of metal in- and output; mass balances
L. Helsen and E. Van den Bulck
Department of Mechanical Engineering, Katholieke Universiteit Leuven, Celestijnenlaan 300A, 3001 Heverlee, Belgium
K. Van den Broeck and C. Vandecasteele
Department of Chemical Engineering, Katholieke Universiteit Leuven, de Croylaan 46, 3001 Heverlee, Belgium
Published in Waste Management, Vol 17, No 1, pp.79-86, 1997
[4]
The Microdistribution of Copper, Kromium and Arsenic in CCA Treated Wood and Its Pyrolysis Residue Using Energy Dispersive X-Ray Analysis in Scanning Electron Microscopy
By L. Helsen and E. Van den Bulck
Division Applied Mechanics and Energy Conversion, Department of Mechanical Engineering, Katholieke Universiteit Leuven, Belgium
Published in Holzforschung Vol. 52 Issue 6, Pages 563-676, 1998
[5]
Total recycling of cca treated wood waste by lowtemperature pyrolysis
L. Helsen and E. Van den Bulck
Katholieke Universiteit Leuven, Department of Mechanical Engineering, Belgium
J. S. Hery
Beaumartin S.A., Chemin de Lestonnat, France.
Published in Waste Management Vol.18 pp571-578, 1998
[6]
Low-temperature pyrolysis of CCA-treated wood: thermogravimetric analysis
L. Helsen and E. Van den Bulck
Katholieke Universiteit Leuven, Department of Mechanical Engineering, Belgium
S. Mullens and J. Mullens, Laboratory of inorganic and physical chemistry, Limburgs Universitair Centrum, Belgium
[7]
Metal Behavior during the Low-Temperature Pyrolysis of Kromated Copper Arsenate-Treated Wood Waste
Lieve helsen and Eric van den Bulck
Department of Mechanical Engineering, Katholieke Universiteit Leuven, Belgium
[8]
Kinetics of low-temperature pyrolysis of CCA-treted wood
Lieve helsen and Eric van den Bulck
Department of Mechanical Engineering, Katholieke Universiteit Leuven, Belgium
[9]
Low-temperature pyrolysis as a possible technique for the disposal of CCA treated wood waste: metal behaviour
L. Helsen and E. Van den Bulck
Katholieke Universiteit Leuven, Department of Mechanical Engineering, Belgium
[10]
Disposal of CCA-treated Wood: An Evaluation of Existing and Alternative Management Options
Helena Solo-Gabriele, Vandin Calitu, Monika Kormienko
University of Miami, Coral Gables, Florida
Timothy Townsend, Brian Messick
University of Florida, Gainesville, Florida
Florida Center for Solid and Hazardous Waste Management
Final draft, November 18, 1999
[11]
Generation, Use, Disposal, and Management Options for CCA-Treated Wood
Helena Solo-Gabriele, Jennifer Penha, Vandin Catilu
University of Miami
Timothy Townsend, Thabet Tolaymat
University of Florida
Florida Center for Solid and Hazardous Waste Management
May 1998
[12]
Thermal Disposal of CCA Treated Wood
Alex E. S. Green, University of Florida
Florida Center for Solid and Hazardous Waste Management
June 2000, Report #00-07
[13]
Regulatory concerns with CCA treated wood
Satish Kastury
Department of Environmental Protection, Florida
[14]
Florida CCA Regulatory Issues
Bill Hinkley, Chief, Bureau of Solid and Hazardous Waste
Satish Kastury, Administrator, Hazardous Waste Regulation Section
Richard Tedder, Administrator, Solid Waste Management Section
Department of Environmental Protection, Florida
Powerpoint presentation
[15]
Material safety data sheet for CCA pressure treated wood
Wood Treaters, Inc., Jacksonville, Florida
12/98
Litteratur fundet gennem NERAC søgning
Ref 6. Recycling of impregnated wood and impregnating agents - combustion plant technology; Kyllaestetyn puutavaran ja kyllaestysaineiden kierraetys - polttolaitostekniikka
EDB 02-13 20254240 NDN- 108-0704-4667-6
Syrjaenen, T.; Kangas, E.Kestopuu Oy, Helsinki (Finland)
JOURNAL NAME- Annual seminar on waste to energy technology programme 2000, Helsinki (Finland), 23 May 2000 ; Published only as an abstract; In: Waste to Energy Technology Programme, Yearbook 2000,216 pages.
2000-07-01
DOCUMENT TYPE- CONFERENCE
CORPORATE AUTHOR- VTT Energy, Espoo (Finland). Energy Systems
CONTRACT/GRANT NUMBER- TRN: FI0203206
REPORT NUMBER(S)- NEI-FI--393
PUBLICATION COUNTRY- Finland
LANGUAGE- Finnish
It has been estimated that in the 20th century it is possible to recycle about 70 000 msup 3 of impregnated wood, corresponding to about 48 of the total amount of annually demolished impregnated wood. The amount is estimated to grow up to 130 000 msup 3 in 2015 (about 65 of demolished impregnated wood). In the beginning half of the recyclable impregnated wood is poles, but the share of sawn timber will increase as the time goes by. The poles and pieces of them are demolished and transported to an intermediate storage e.g. on the yard of an electricity supply company, from which they can be fetched in larger quantities. Even wood impregnation plant can act as intermediate storage sites. Collection points for impregnated construction timber can be established on timer sales companies, but most of it will be collected at waste processing sites. The economy of impregnated wood recycling chain depends on the sales income of generated energy. Calculations show that collection, transportation and processing costs can be covered with the sales of impregnated wood for energy generation and with recycling fees. The recycling fee for sawn timber would be 20 FIM/msup 3 and that for poles 64 FIM/msup 3. In 2001 recycling fees were set for impregnated wood, the fees being 11 FIM/msup 3 for sawn timber and 42 FIM/msup 3 for poles. Collected impregnated wood can be crushed with either fixed or movable crushers used for crushing of waste wood. The impurities of wood (bolts, nails, stones, etc.), large dimensions of wood, in- homogenous material and dust require special features for the crushing equipment. Crushing device can be equipped with feeding crane and saw for processing of large-dimension wood, and metal detectors and magnetic separators if needed, but the large metal scrap has to be removed before crushing. At present in Finland there is not a combustion plant capable for combustion of impregnated wood without any modification. Improvements of flue gas purification systems cause extra investments. The emissions limits for combustion of impregnated wood are given in EU's Waste Incineration Directive. The amount of collected impregnated wood is sufficient for a 25 MW plant. Solid fuels fired gasification , grate firing and fluidized bed boilers suit best fir combustion of impregnated wood waste, gasification and fluidized beds being the best, because of the efficient combustion and low ash formation. Flue gas purification system is essential for incineration of impregnated wood. Kromium and copper , released in combustion, remain mainly in ash , but 60-90 of arsenic migrates in flue gases as small particles. By combining different technologies it is possible to obtain better recovery of impurities. One of the best methods is based on spraying of fluid in pre-cooling system into flue gases in order to cool the gases rapidly and to stop the reactions in the flue gases. After this the flue gases are pre-cleaned and cooled in a venturi scrubber. Fiber filters are recommended for dedusting of the flue gases. The formed ashes are recycled in Outokumpu Harjavalta metals copper smelter as raw material, which requires that the sintered material content of ash is low. The condensing waters of flue gas scrubbing can be used for preparation of copper/kromium/arsenic ( CCA ) concentrate.
DESCRIPTOR(S)- * WOOD ; *IMPREGNATION; *PRESERVATIVES; *RECYCLING; *COMBUSTION; *FLUIDIZED BEDS; *PACKED BEDS; *FLUE GAS; * ASHES ; *AIR POLLUTION ABATEMENT; *WASTE PRODUCT UTILIZATION
SECTION HEADING CODE- 09; 32
SECTION HEADING- BIOMASS FUELS; ENERGY CONSERVATION, CONSUMPTION, AND UTILIZATION
Ref 7. Utilisation of wood waste and REF with a new fixed-bed gasification method.; Puujaetteiden ja REF-polttoaineiden hyoedyntaeminen uuden kiinteaekerroskaasutusmenetelmaen avulla
EDB 02-13 20254247 NDN- 108-0704-3192-2
Kurkela, E.; Staahlberg, P.VTT Energy, Espoo (Finland)
JOURNAL NAME- Annual seminar on waste to energy technology programme 2000, Helsinki (Finland), 23 May 2000 ; In: Waste to Energy Technology Programme, Yearbook 2000,216 pages.
2000-07-01
DOCUMENT TYPE- CONFERENCE
CORPORATE AUTHOR- VTT Energy, Espoo (Finland). Energy Systems
CONTRACT/GRANT NUMBER- TRN: FI0203199
REPORT NUMBER(S)- NEI-FI--393
PUBLICATION COUNTRY- Finland
LANGUAGE- Finnish
Energy use of wood waste from wood-processing industries and of recovered fuels (REF) applying novel fixed-bed gasification technology in the size class of 3 - 15 MW will be developed. Data on the suitability of various fuels and mixtures for NOVEL gasifiers, on the capacity of the gasifier, on impurities in product gas, and on gas cleaning technology will be created for investment plans of enterprises participating in the project. The tests of development work will be carried out in a 400 kW pilot plant of VTT Energy with the following fuels: plywood waste, demolition wood, REF3, sludge/peat/wood mixtures and moist bark. The aim is a) to assess the suitability of various wood wastes and mixtures for gasification , b) to study the suitability of the Novel gasification method for REF3 and sludge/wood/ peat mixtures, c) to determine the impurity contents in the product gas (i.a., particulates, alkali/heavy metals, chlorine, tars, nitrogen compounds) during gasification cycles of different fuels, and d) to design and price a cleaning concept that meets the emission standards of waste incineration. The final target is the technical readiness for demonstration projects. The research project comprises three main tasks: 1. Experiments with wood wastes and a reference run with peat: Two-three pilot test runs will be carried out with wood wastes from participating enterprises, i.a., waste wood from plywood and furniture industries, and moist bark. The plywood waste contains sodium-rich resin, which has caused sintering and deposit problems in fluidized-bed and grate boilers. It is neither possible to use bark or light wood wastes from carpentry and furniture industries in conventional updraft gasifiers. A reference test run with sod peat as fuel will also be carried out to compare the results of Novel gasification with experiences obtained at the existing Bioneer gasification plants. 2. Experiments with REF and with sludge/peat mixture: Two-three pilot test runs with REF and sludge/peat mixtures will be carried out. A particular aim is to define conditions for REF3 gasification . The tests will be started by runs with REF3 and wood or peat mixtures, in which the proportion of REF will be increased. Should no insurmountable problems occur in these tests, the test runs will be continued with plain REF. 3. Assessment of gas cleaning need and of the overall concept: Alternative gas cleaning methods needed for various fuels and applications will be assessed and the concepts chosen will be designed. The efficiency of gas filtration and of removing different impurities will be assessed by taking particulate samples under various operation conditions. The need of gas cleaning will be assessed based on boiler fouling on one hand, and on requirements set by emission standards (and the future directive) on the other hand. Characteristics of solid wastes (bottom and fly ash ) will also be determined with regard to the assessment of final use and its costs. On the basis of the results, the overall economy of waste incineration methods based on the Novel process will be assessed, considering measuring commitments and ash after use. Techno-economic calculations related to demonstration projects of various partners will also be performed. The 400 kW pilot plant used in the research work is located at VTT in Espoo. The co-operating partners will deliver their fuels for test runs, set targets for the technology applied and participate in planning test runs and in assessing results. Hence, it should be possible to come quickly to a common understanding about the suitability of the technology for the demonstration object concerned.
DESCRIPTOR(S)- *BIOMASS; * WOOD WASTES; *REFUSE DERIVED FUELS; *PACKED BEDS; * GASIFICATION ; *WASTE PRODUCT UTILIZATION; *HOT GAS CLEANUP
SECTION HEADING CODE- 09; 20
SECTION HEADING- BIOMASS FUELS; FOSSIL-FUELED POWER PLANTS
Ref 9. Behaviour of heavy metals during the thermal conversion of sawdust in entrained flows
EDB 01-11 01:050058 20103637 NDN- 108-0692-8206-0
Reimert, R.; Klensch, S., (Karlsruhe Univ. (T.H.) (Germany). Engler-Bunte-Institut Bereich 1 - Gas, Erdoel und Kohle)
2000
PP. 273-280
371 page(s)
DOCUMENT TYPE- I-Type Analytic
MONOGRAPH TITLE- DGMK conference 'Energetic utilisation and recycling of waste and biomass'. Authors' manuscripts
ISSN- 1433-9013
ISBN- 3-931850-65-X
AUTHOR AFFILIATION- Karlsruhe Univ. (T.H.) (Germany). Engler-Bunte-Institut Bereich 1 - Gas, Erdoel und Kohle
CORPORATE AUTHOR- Deutsche Wissenschaftliche Gesellschaft fuer Erdoel, Erdgas und Kohle e.V., Hamburg (Germany)
LOCATION OF WORK- DE
LITERARY INDICATOR(S)- Conference; Numerical Data
REPORT NUMBER(S)- DGMK--2000-1
SUBFILE CODE- DE
PUBLICATION COUNTRY- DE
CONFERENCE DATE- 10 - 12 Apr 2000
CONFERENCE TITLE- Velen IV: 4. meeting of DGMK-Fachbereich Kohleveredelung on energetic and material utilization of waste and biomass
CONFERENCE LOCATION- Velen (Germany)
ANNOUNCEMENT CODE- EDB; ETD
Document Order Number- DE20103537
INCOMING TAPE SERIAL NUMBER- DE00GD260
ANNOUNCEMENT IDENTIFICATION- EDB-01:050058
ORIGINAL CONFERENCE TITLE- Velen IV: 4. Fachtagung des DGMK-Fachbereichs Kohleveredelung ueber energetische und stoffliche Nutzung von Abfaellen und Biomassen
LANGUAGE- German
The behaviour of heavy metals during the thermal utilisation of sawdust was studied experimentally in a pilot-scale experimental plant at the Engler-Bunte Institute. The experiments served to determine the influence of reactor temperature (1050 -1300 C), dedusting temperature, and the nature of the gas atmosphere (reductive/oxidative) on the distribution of heavy metals contained in the sawdust over the product fractions slag, flue ash , and product gas. A calculation model was used to calculate the theoretical heavy metal concentrations in flue ash as a function of reactor temperature, dedusting temperature and gas atmosphere.
DESCRIPTOR(S)- BIOMASS; WOOD FUELS; TEST FACILITIES; PRENFLO PROCESS; FLY ASH ; TEMPERATURE DEPENDENCE; SLAGS; PYROLYSIS PRODUCTS; METALS; POLLUTANTS; COMPUTERIZED SIMULATION; OXIDATION; REDUCTION; EXPERIMENTAL DATA IDENTIFIER(S)- RENEWABLE ENERGY SOURCES; ENERGY SOURCES; FUELS; COAL GASIFICATION ; AEROSOL WASTES; ASHES ; ELEMENTS; SIMULATION; CHEMICAL REACTIONS; NUMERICAL DATA; GASIFICATION ; WASTES; COMBUSTION PRODUCTS; RESIDUES; DATA; THERMOCHEMICAL PROCESSES; INFORMATION
SECTIONAL CLASSIFICATION CODE- S09;S5
Ref 27. Ash formation, transformations and deposition during fluidized bed combustion and gasification
EDB 99-14 99:061550 99002098359 NDN- 108-0670-8624-3
Kauppinen, E.; Lind, T.; Kurkela, J.; Latva-Somppi, J.; Lyyraenen, J.; Valmari, T., (VTT Chemical Technology, Espoo (Finland). Aerosol Technology Group)
EDITOR- Hupa, M.; Matinlinna, J.
1998
PP. 639-690
1181 page(s)
DOCUMENT TYPE- Report Analytic
MONOGRAPH TITLE- LIEKKI 2 - Combustion and Gasification Research Programme. Technical Review 1993-1998
ISBN- 952-12-0271-8
AUTHOR AFFILIATION- VTT Chemical Technology, Espoo (Finland). Aerosol Technology Group
CORPORATE AUTHOR- Aabo Akademi, Turku (Finland). Combustion Chemistry Research Group
LOCATION OF WORK- FI
CONTRACT/GRANT NUMBER- Project TEKES-LIEKKI2-307; 314; 326; Y46
REPORT NUMBER(S)- AAA-LIEKKI--L98-3
SUPPLEMENTARY NOTE(S)- LIEKKI 2 Research Programme
SUBFILE CODE- FI
PUBLICATION COUNTRY- FI
ANNOUNCEMENT CODE- EDB; ERA; ETD
Document Order Number- DE99747780
INCOMING TAPE SERIAL NUMBER- FI9903145
ANNOUNCEMENT IDENTIFICATION- FI-99:003145; EDB-99:061550
LANGUAGE- English
In this work, ash formation and transformations as well as bed agglomeration and fly ash deposition onto the heat exchanger tubes during fluidised bed combustion and gasification were studied using experimental methods and chemical equilibrium calculations. The fuels were coal and pulp and paper mill sludges as well as different wood-based waste materials. The volatilized heavy metal behaviour during pressurized combustion and gasification was studied using chemical equilibrium calculations. The classification of trace elements into four groups presented in this report matched well with the former studies. The release of ash-forming compounds during pyrolysis was studied experimentally in a heated grid reactor. Very small fractions of Si, Al, Fe, Ca, Mg, Na, and K were released from the biomass fuels, peat, and coals during pyrolysis at 900 deg C. Bottom ash during combustion of biomass fuels was found to be formed from bed material and ash-forming compounds. Ash-forming compounds were found to adhere to the bed material by two mechanisms: (i) by deposition of the non-volatile ash compounds as particles onto the bed particle surface, and (ii) by chemical reactions of the volatile ash compounds, e.g., K and Pb, with the bed particles. The size distributions of the fly ash particles were bimodal. The fine mode particles (Dp < 1 mu m) were formed by nucleation of the volatilised refractory oxides, e.g., SiO sub 2 . The nucleated particles grew further by coagulation and condensation of the volatile ash compounds. The coarse fly ash fraction (Dp > 1 mu m) was formed from the non-volatile ash compounds, e.g., Ca and Si. The coarse mode particles were agglomerated and irregular in shape. During sludge combustion, the fly ash was mostly in the supermicron size range. This is beneficial for conventional flue gas cleaning devices that are most effective in this particle size. This is especially true for paper mill sludges, producing negligible concentrations of submicron ash particles via condensation and very low trace element enrichment in the fine ash . Comparison between bubbling and circulating fluidization during sludge combustion did not indicate significant differences in the ash-forming mechanisms. The deposition of the fly ash onto the heat exchanger tubes was studied by aerosol measurements and deposition probes. The deposition was found to depend strongly on the fly ash particle size. Deposition mechanisms on the superheater tubes were derived from the deposition probe tests and aerosol measurements. (orig.) 42 refs.
DESCRIPTOR(S)- AEROSOLS; AGGLOMERATION; ASHES ; BIOMASS; CHEMICAL COMPOSITION; COAL; DEPOSITION; ELEMENTS; FLUIDIZED-BED COMBUSTION; FLY ASH ; GASIFICATION ; PAPER INDUSTRY; PARTICLE SIZE; PYROLYSIS; SLUDGES; WOOD WASTES IDENTIFIER(S)- AEROSOL WASTES; ASHES ; CARBONACEOUS MATERIALS; CHEMICAL REACTIONS; COLLOIDS; COMBUSTION; COMBUSTION PRODUCTS; DECOMPOSITION; DISPERSIONS; ENERGY SOURCES; FOSSIL FUELS; FUELS; INDUSTRY; MATERIALS; OXIDATION; RENEWABLE ENERGY SOURCES; RESIDUES; SIZE; SOLID WASTES; SOLS; THERMOCHEMICAL PROCESSES; WASTES; WOOD PRODUCTS INDUSTRY
SECTIONAL CLASSIFICATION CODE- 014000
Ref 28. Gasification reactivity and ash behaviour of biomass fuels
EDB 99-14 99:061492 99002098356 NDN- 108-0670-8566-4
Moilanen, A.; Kurkela, E., (VTT Energy, Espoo (Finland))
EDITOR- Hupa, M.; Matinlinna, J.
1998
PP. 529-562
1181 page(s)
DOCUMENT TYPE- Report Analytic
MONOGRAPH TITLE- LIEKKI 2 - Combustion and Gasification Research Programme. Technical Review 1993-1998
ISBN- 952-12-0271-8
AUTHOR AFFILIATION- VTT Energy, Espoo (Finland)
CORPORATE AUTHOR- Aabo Akademi, Turku (Finland). Combustion Chemistry Research Group
LOCATION OF WORK- FI
CONTRACT/GRANT NUMBER- Project TEKES-LIEKKI2-304; 308; 319
REPORT NUMBER(S)- AAA-LIEKKI--L98-3
SUPPLEMENTARY NOTE(S)- LIEKKI 2 Research Programme
SUBFILE CODE- FI
PUBLICATION COUNTRY- FI
ANNOUNCEMENT CODE- EDB; ERA; ETD
Document Order Number- DE99747780
INCOMING TAPE SERIAL NUMBER- FI9903142
ANNOUNCEMENT IDENTIFICATION- FI-99:003142; EDB-99:061492
LANGUAGE- English
Measuring data required for describing the reactivity and ash sintering behaviour of biomass-based solid fuels for atmospheric and pressurised gasification are discussed. The measurements were carried out in a pressurisable thermobalance and bench-scale fluidised bed reactors. The main variables were temperature and partial pressures of H sub 2 O and H sub 2 , and CO sub 2 and CO. The reaction rates were determined in binary gas mixtures H sub 2 O-H sub 2 , and CO sub 2 -CO as well as in product gas mixtures H sub 2 O-H sub 2 -CO sub 2 -CO. The total pressure range was 1-30 bar and the temperature range 650-950 deg C. For wood, kinetic parameters were determined using the Langmuir-Hinshelwood kinetics, which takes into account the effect of the product gases on the reaction rate. The results indicated that the H sub 2 O-H sub 2 system was well in conformity with this kinetics, while the reaction rates measured for the CO sub 2 -CO system required the description of the catalytic effects of the ash-forming material. In the gasification of wood as well as of other biomasses, the behaviour of catalytically active ash components is more complex during char gasification . Experimental set-ups used for gasification reactivity measurements were compared in Aabo Akademi University and in VTT. The set-ups were pressurised thermogravimetric reactor (PTG), pressurised grid heater (PGH), pressurised bench-scale fluidised bed reactor (PFB), and pressurised entrained flow reactor (PEF). In addition, the effect of stabilising heat treatment was tested. The samples used in the study were wood, black liquor, peat, and coal. The gasification reactivity measurements were carried out in the temperature range of 700-950 deg C, and in the pressure range of 1-10 bar. The gasification agent was either CO sub 2 in N sub 2 or CO-CO sub 2 mixture in N sub 2 . In the pyrolysis carried out in different devices, mainly the same pressure and temperature were used as in the char gasification . According to the results, the heat treatment seemed to have an effect on char gasification when the gasification rate was low and pressure was high. The gasification rates of the peat chars obtained from PGH and PTG were quite similar. The peat chars produced in PEF had a surprisingly low gasification rate despite the high heating rate used as compared with that in PTG. No difference was observed when the black liquor chars produced in PGH at AaA and VTT were gasified at 700 deg C and 800 deg C in PTG. No distinct difference could be seen when coal was gasified in PFG and PTG, not even when CO was used in the gas. For wood, however, a clear difference in reactivity between PTG and PFB was observed, which was, however, independent of temperature. Ash sintering behaviour in biomass gasification was studied in the thermobalance and in the atmospheric fluidised bed reactor. Various biomasses such as straws and woody biomasses were tested. The effect of gasification variables like temperature, pressure, and gasification agent as well as reactivity on ash behaviour was characterised in the thermobalance. Test conditions were as follows: temperature range 700-850 deg C, pressure 1-30 bar, gasification agent H sub 2 O, CO sub 2 , and their mixture. The appearance of the ash residues after the gasification was examined by microscopy. Ash behaviour in fluidised bed gasification was studied in a bench-scale atmospheric fluidised bed reactor, to find the conditions under which difficult biomass could be gasified. Bed agglomeration and deposit formation in the freeboard were followed by collecting samples after one-day test runs. The test conditions were relevant to those in the fluidised bed air-gasification process. The tests were carried out with the most difficult biomass types: wheat straw, willow, and spruce. In the test series, the main gasification variables were temperature (700-850 deg C) and bed material (alumina, limestone, and dolomite). The thermobalance measurements gave results comparable to the ash behaviour in the fluidised bed reactor. The strongest ash sintering was observed for wheat straw both in the thermobalance and in the fluidised bed reactor. For willow, spruce bark, and alfalfa straw, the thermobalance tests showed that ash sintering and melting were much stronger under increased steam pressure than under 1 bar steam pressure. These ashes differed from those of wheat straw in that they contained much less silicon. Wheat straw ash was not affected by pressure. The fluidised bed tests carried out for wheat straw showed that the bedcagglomeration was influenced by the bed material. It was stronger in the alumina bed than in the limestone or dolomite bed. The agglomeration in limestone and dolomite beds was observed to be dependent on the calcination of these materials. After each test run, different amounts of ash deposit were collected from the freeboard. They consisted of fused ash particles stuck slightly to the reactor wall
DESCRIPTOR(S)- ASHES ; BIOMASS; CHEMICAL COMPOSITION; CHEMICAL REACTION KINETICS; COAL; COMBINED-CYCLE POWER PLANTS; FLUIDIZED BED REACTORS; GASIFICATION ; MEDIUM PRESSURE; PEAT; SPENT LIQUORS; TEMPERATURE RANGE 1000-4000 K; WOOD WASTES IDENTIFIER(S)- CARBONACEOUS MATERIALS; COMBUSTION PRODUCTS; ENERGY SOURCES; FOSSIL FUELS; FUEL DISPERSION REACTORS; FUELS; HOMOGENEOUS REACTORS; INDUSTRIAL WASTES; KINETICS; LIQUID WASTES; MATERIALS; MATTER; ORGANIC MATTER; POWER PLANTS; REACTION KINETICS; REACTORS; RENEWABLE ENERGY SOURCES; RESIDUES; SOLID WASTES; TEMPERATURE RANGE; THERMAL POWER PLANTS; THERMOCHEMICAL PROCESSES; WASTES
SECTIONAL CLASSIFICATION CODE- 010404
Ref 38. Ash behaviour in fluidized bed gasification and combustion: release of harmful trace elements and the behavior of alkalis
EDB 97-21 97:129646 97001852394 NDN- 108-0650-4844-5
Kauppinen, E.; Valmari, T., (VTT Chemical Technology, Espoo (Finland))
EDITOR- Hupa, M.; Matinlinna, J.; Ljung, M.
1997
PP. 529-544
484 page(s)
DOCUMENT TYPE- Report Analytic
MONOGRAPH TITLE- LIEKKI 2 - Annual Review 1997. Project reports
ISBN- 951-650-955-X
AUTHOR AFFILIATION- VTT Chemical Technology, Espoo (Finland)
CORPORATE AUTHOR- Aabo Akademi, Turku (Finland). Combustion Chemistry Research Group
LOCATION OF WORK- FI
CONTRACT/GRANT NUMBER- Project TEKES-LIEKKI2-314
REPORT NUMBER(S)- AAA-LIEKKI--L97-1-Pt.2
SUPPLEMENTARY NOTE(S)- LIEKKI 2 Research Programme
SUBFILE CODE- FI
PUBLICATION COUNTRY- FI
ANNOUNCEMENT CODE- EDB; ERA; ETD
Document Order Number- DE98701757
CORPORATE ENTRY CODE- 9834970
INCOMING TAPE SERIAL NUMBER- FI9703571
ANNOUNCEMENT IDENTIFICATION- FI-97:003571; EDB-97:129646
LANGUAGE- Finnish
During 1996 the behaviour of alkaline metals (K and Na) during circulating fluidized bed combustion of forest residue was studied in a real-scale plant using aerosol measurement instruments (filters, impactor, DMA). Prior to heat exchangers (850 deg C) the ash mass-concentration was 1.0 - 1.3 g/Nm sup 3 with 1 % of ash forming constituents as vapours. At least 98 % of sulphur, over 90 % of sodium and over 80 % of potassium were found in particulate phase prior to heat exchangers. On the other hand, at least 80 % of the chlorine was in vapour phase. 98 % of the ash was in coarse (> 0.3 mu m) particles. Coarse ash particles had an irregular surface structure often consisting of fine primary particles. The remaining 2 % was observed in fine particles of about 0.1 mu m. Both rounded and cornered (suggesting crystal structure) fine particles were found. The fine particles were composed of alkali chlorides and sulphates, mainly of KCl. About 80 % of the ash on mass basis was deposited onto heat exchanger surfaces when soot-blowing was not carried out. Practically all of the particles larger than 10 mu m were deposited. The deposition was less significant for smaller particles. The fine particle concentration before and after the heat exchangers was the same within the experimental inaccuracy. The deposited fraction of potassium, sodium and sulphur was about the same than that of the total ash : However, the deposition of chlorine was much lower since the chlorine content was low in the coarse particles that were deposited most effectively. (orig.)
DESCRIPTOR(S)- * ASHES AGGLOMERATION; ALKALI METAL COMPOUNDS; BIOMASS; CIRCULATING SYSTEMS; DEPOSITS; FLUIDIZED-BED COMBUSTION; HEAT EXCHANGERS; WOOD WASTES IDENTIFIER(S)- CHEMICAL REACTIONS; COMBUSTION; COMBUSTION PRODUCTS; ENERGY SOURCES; OXIDATION; RENEWABLE ENERGY SOURCES; RESIDUES; SOLID WASTES; THERMOCHEMICAL PROCESSES; WASTES
SECTIONAL CLASSIFICATION CODE- 092000
Ref 47. Gasification of waste preserved wood impregnated with toxic inorganic and/or organic chemicals
EDB 96-10 96:070983 96001573062 NDN- 108-0627-1367-3
Vesterinen, R., (VTT Energy, Espoo (Finland). Energy Production Technologies)(M)
1995
73 page(s)
DOCUMENT TYPE- Report
ISBN- 951-38-4782-9
AUTHOR AFFILIATION- VTT Energy, Espoo (Finland). Energy Production Technologies
CORPORATE AUTHOR- Technical Research Centre of Finland, Espoo (Finland)
LOCATION OF WORK- FI
REPORT NUMBER(S)- VTT-PUB--244
SUBFILE CODE- FI
PUBLICATION COUNTRY- FI
ANNOUNCEMENT CODE- EDB; ERA; ETD; NTS
Document Order Number- DE96744914
CORPORATE ENTRY CODE- 9834420
INCOMING TAPE SERIAL NUMBER- FI9603276
ANNOUNCEMENT IDENTIFICATION- FI-96:003276; EDB-96:070983
LANGUAGE- English
The overall objective of the project was to reduce or eliminate emissions of toxic compounds by disposal of waste preserved wood by gasification as an alternative method to incineration. One specific objective was to perform experiments with the gasifier in order to develop and test a process for generating combustible gases for production of heat and power from waste preserved wood. This process would ensure that heavy metals were present in the ash without any risk of wash out and that no toxic substances were emitted to the atmosphere. The objective of the gasification experiments at he 5MW Jalasjaervi gasification plant was to determine, which compounds emit from gasification of waste preserved wood impregnated with creosote or CCA ( copper , kromium , arsenic ). A further objective was determine the heavy metals in the ash from the gasifier and determine their leachability. Unfortunately, it was not possible to obtain any ash samples during the tests due to the unloading system for the ash . It is possible to gasify preserved waste wood impregnated with creosote and CCA with low exit concentrations of polychlorinateddibenzo-p- dioxins and dibenzofurans
DESCRIPTOR(S)- * WOOD FUELS COMBUSTION; DUAL-PURPOSE POWER PLANTS; EMISSION; GASIFICATION ; IMPREGNATION; INORGANIC COMPOUNDS; ORGANIC COMPOUNDS; TOXICITY IDENTIFIER(S)- CHEMICAL REACTIONS; ENERGY SOURCES; FUELS; OXIDATION; POWER PLANTS; THERMOCHEMICAL PROCESSES
SECTIONAL CLASSIFICATION CODE- 090900
Ref 59. Air gasification of biomass in a downdraft fixed bed: A comparative study of the inorganic and organic products distribution
EIX 00-40 E2000405292232 NDN- 017-0351-0336-3
De Bari, I.; Barisano, D.; Cardinale, M.; Matera, D.; Nanna, F.; Viggiano, D.
Energy and Fuels v 14 n 4 Jul 2000. p 889-898
2000
DOCUMENT TYPE- JA, Journal Article
ISSN- 0887-0624
CODEN- ENFUEM
AUTHOR AFFILIATION- ENEA, Policoro, Italy
JOURNAL NAME- Energy and Fuels
LANGUAGE- English
This paper deals with the gasification of agricultural residues such as almond shells and wood at high temperature (850 degree C) in a small-scale gasification plant coupled with a reciprocated internal combustion engine. Detailed investigation of both organic (tar) and inorganic (NHSUB3, HCN, metals, etc.) products distribution in the process streams are provided. This research aims to assess the existence of certain relations between feedstock composition and the observed products distribution in the steady state. Biomass feedstock is characterized for its elemental composition, its content of metallic species, and lignin, cellulose, and hemicellulose fractions. A different feedstock composition was found to be associated with some important variations in the process monitored parameters such as the gasification rate, the tar content, and the char yield in the flue gas. Also a relation was found between the relative amount of ammonia and cyanide species in the flue gas at the operating conditions of the gasifier (oxygen-to-biomass ratio and activated carbon support). Spectroscopic features of the sludgy condensate formed in the upper part of the gasifier during the early stage of the process together with the characterization of char, fly ash , and acidic species in the flue gas shed light on some mechanistic aspects of the gasification process. (Author abstract) 25 Refs.
DESCRIPTOR(S)- Agricultural wastes; Fly ash ; Gasification ; Wood
IDENTIFIER(S)- Downdraft fixed bed
TREATMENT CODE- TC-X (Experimental)
SECTIONAL CLASSIFICATION CODE- CAL525.1; CAL811; CAL802.3; CAL521.1; CAL821.5
SECTION HEADING- Biomass
Bilag 2: Energibalance (1 side)
Klik her for at se figur til Bilag 2
Bilag 3: Prøvningsrapport – CCA flis
Klik her for at se figurer til Bilag 3
Bilag 4: Prøvningsrapporter – bundaske
- Bilag 4.1: Bundaske nr. 9
- Bilag 4.2: Bundaske nr. 25
- Bilag 4.3: Bundaske nr. 36
- Bilag 4.4: Bundaske nr. 45
Bilag 4.1: Bundaske nr. 9
Klik her for at se figurer til Bilag 4.1
Bilag 4.2: Bundaske nr. 25
Klik her for at se figurer til Bilag 4.2
Bilag 4.3: Bundaske nr. 36
Klik her for at se figurer til Bilag 4.3
Bilag 4.4: Bundaske nr. 45
Klik her for at se figurer til Bilag 4.4
Bilag 5: Prøvningsrapporter – cyklonaske
Bilag 5.1: Cyklonaske nr. 1
Klik her for at se figurer til Bilag 5.1
Bilag 5.2: Cyklonaske nr. 2
Klik her for at se figurer til Bilag 5.2
Bilag 6: Prøvningsrapport – filteraske
Klik her for at se figurer til Bilag 6
Bilag 7: Skitse af forsøgsanlæg
Klik her for at se figur til Bilag 7
Version 1.0 August 2007 • © Miljøstyrelsen.