[Front page] [Contents] [Previous] [Next] |
Environmental and technical characteristics of conductive adhesives versus soldering
7. Life cycle assessment of electrically conductive adhesive vs. traditional tin/lead solder
7.1 Goal and scope definition
7.1.1 Products/Alternatives
7.1.2
Functional unit
7.1.3 Process
tree, data quality and limitation of the life cycles
7.1.4 Assessment method
7.1.5 Irregularities
and accidents
7.1.6 Capital
goods
7.1.7 Allocation
7.1.8 Critical
review
7.2 Results –
Resources
7.2.1 SMT
scenario
7.2.2 Danfoss
scenario
7.3 Results -
External environment
7.3.1 SMT-scenario (disposal scenario: HW)
7.3.2 Danfoss
scenario (HW)
7.3.3 SMT
scenario (TH)
7.3.4 Danfoss
scenario (TH)
7.4 Conclusion and
Recommendations
Adhesives have during the latest decades become a potential substitution for lead containing solder in electronics joining. Lead is suspicious from a environmental point of view due to the human toxicological potential of the metal. Adhesives on the other hand contain silver, which is suspicious due to its high ecotoxic potential.
In the first phase of the Kamille project (Kamille I), a qualitative life cycle screening was carried out. The results indicated adhesive to be the better alternative. However, a quantitative assessment was assumed preferable [25]. Other works have been carried out in order to compare adhesive and solder technology. However, [22] did not include the differences in printed circuit board and component terminations, which are necessary when substituting to adhesives and [15] only focused on energy consumption as a parameter.
The aim of the present analysis has been to compare adhesive with solder joining technology in a life cycle perspective by inclusion of all possible differences and by conducting an impact assessment according to the EDIP-methodology [24]. This report only presents some of the LCA. Please consult the working report [2], which contains a careful discussion about limitations as well as the inventory and an energy analysis for full details.
7.1 Goal and scope definition
The overall aim of the LCA is to make an environmental comparison of the electrically conductive adhesive versus the traditional soldering interconnection technologies in a life cycle perspective.
The present analysis is made as environmental documentation in the Kamille project. The intended audience are environmental/LCA specialist; e.g. among authorities, larger companies and consultancies.
It has been aimed at following the main principles in the ISO 14040 standards.
7.1.1 Products/Alternatives
A Danfoss electronic thermostat EST (077F0301) was chosen as a case product. The EST is to be used in a refrigerator.
In the following, ‘EST-sold’ refers to the soldered product, whereas ‘EST-adh’ refers to the product interconnected by electrically conductive adhesive.
In the first run it was aimed at conducting the Danfoss case as representative for state-of-the-art soldering and adhesive technology
However, as pointed out elsewhere in the Kamille project [7], it has not been possible. It has e.g. not been possible to obtain components without PbSn-termination, where AgPd-terminations would have been preferable [6]. Further, the adhesive print and the SMT-stencil in the Danfoss case were not designed to optimise adhesive consumption. During the work it further showed up that the metal amounts estimated for Printed Circuit Board (PCB) surface finish were not representative for the general state-of-the-art.
Another ‘speciality’ of the Danfoss case product is related to the three largest components. In the EST-sold version, these components are mounted by through-hole technology, which include a wave-soldering step. All other components are mounted by SMT (Surface Mount Technology). In the EST-adh alternative, all components (incl. the three largest) are mounted by SMT. Substitution of wave-soldering is an example of an advantage with electrically conductive adhesive technology; that the curing temperature in the SMT/reflow-oven is much lower (and therefore does not harm large/sensitive components) than what is necessary when soldering. However, in most situations, it is assumed that adhesives will be used to simply substitute ‘pure’ SMT soldering.
Altogether, the Danfoss test case showed up not to be representative for the general comparison between technologies
It was therefore decided to model and assess two scenarios - EST-SMT and EST-Danfoss – in which solder and adhesive joining technologies will be compared
EST-SMT scenario
The purpose of this scenario is to model and assess state-of-the-art technology for the most obvious substitution application (SMT). The following assumptions characterises this scenario
| only SMT is considered | |
| it is assumed that adhesive components are terminated with AgPd |
Important features of this scenario are that:
| literature data are used to estimate metal amounts used for components termination and PCB surfaces | |
| it is assumed that the adhesive amount by weight contributes 1/5 of the solder paste amount |
EST-Danfoss scenario
The purpose of this scenario is to model and assess the specific Danfoss case. The following assumptions characterises this scenario:
| Substitution of both SMT and wave soldering with SMT adhesive technology | |
| Component termination is assumed not to differ |
Because of these assumptions, care should be taken in interpreting the results for general purposes
In this scenario the measured adhesive amounts are used.
Disposal will be modelled as recycling, which is required by law in Denmark. It is also believed soon to be demanded in the European Union. Environmental impacts connected to other parts of the life cycle are assumed to be representative for regions with medium to good standards for production and emission handling. The results are therefore altogether assumed to be representative for regions with electronics recycling.
7.1.2 Functional unit
The function to be delivered by the alternatives is:
Possibility for regulation of the temperature in the entire life time of a refrigerator
The two alternatives are assumed not to differ in terms of performance, incl. energy consumption in the use phase and they are both expected to last the entire refrigerator life; i.e. the alternatives can be compared one to one.
7.1.3 Process tree, data quality and limitation of the life cycles
A rough presentation of the life cycles for the two alternatives is shown in Figure 7.1 and 7.2.
It is important to notice that the LCA aims at comparing the two alternatives. Therefore, identical life cycle phases for the two alternatives will not be considered. For instance, only the thermostat print is considered. The remaining parts are excluded. All inventory data are therefore for one print. Further, as described under ‘functional unit’, it is expected that the performance of the two alternatives in the use phase do not differ. The use phase is therefore excluded.
It was aimed at getting up-to-date on environmental input/outputs (resource consumption, emissions and waste generation) for all included processes. However, it showed up that most data are either non-existing or not available. Quite a few assumptions and estimations have therefore been made during the inventory analysis. Data limitations and general principles used for data collection/estimation in each life cycle phase are discussed below.
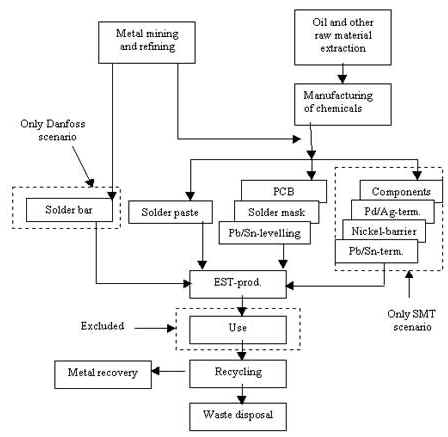
Figure 7.1: Life cycle for EST-sold
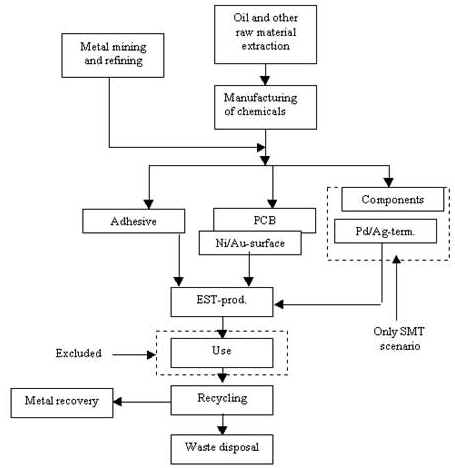
Figure 7.2: Life cycle for EST-adh
7.1.3.1 Printed circuit boards (PCBs)
The same basic substrate, FR-4 (epoxy/fibre glass), has been used for the two products. However, the PCBs differ in terms of surface treatment, where PCB for EST-sold is surface finished with tin/lead Hot Air Levelling (HAL), whereas the EST-adh PCB is finished with a nickel/gold surface applied chemically. EST-sold is further applied with an acrylate solder mask. The surface areas of the PCBs are identical.
7.1.3.2 Components
EST-SMT
It is assumed that traditional components with a top layer PbSn termination are used for EST-sold, whereas it is assumed that adhesive components are terminated with AgPd. Literature data have been used to estimate the amounts used for termination.
EST-Danfoss
Components in the test cases are identical except two – the electrolytic capacitor and the potentiometer. The two components used for the EST-adh are mounted by SMT, whereas the equivalent EST-sold components are "through-hole" mounted requiring an extra wave soldering process step4.
Data on material content for the electrolytic capacitor has been supplied to Danfoss, but the data is confidential for others and can therefore not be included in this study, whereas the material composition of the potentiometers are available.
Energy consumption and other environmental input/outputs connected to the actual processing of the components have not been obtained from the suppliers.
As it has only been possible to obtain data for difference in composition for one of the components and because this is not considered representative for substitution of through-hole components for soldering with functionally equivalent SMT components for adhesive application, these differences will not be included.
Two components differ between EST-adh and EST-sold in the Danfoss scenario. The differences may be of importance but are NOT included due to lack of data.
7.1.3.3 Interconnection
Adhesive
The adhesive applied - based on epoxy and silver - is representative for state-of-the-art
adhesives.
Solder
Solder paste has been used for SMT mounting and solder bars were used for the wave
soldering process. The products applied are considered representative for
state-of-the-art.
Extraction of metals is a very complex issue. Usually several metals are mined in the same mine with one metal being the reason why the mine is running. The same metal may in some mines be the major metal and in other mines a by-product. It is therefore not straightforward to allocate environmental burdens from mining to the different metals.
7.1.3.4 Production and use
Data from the Danfoss case is used to emulate the production. The two alternatives are assumed to deliver the same function, incl. having similar energy consumptions and life span (the entire refrigerator life). Environmental input/outputs in the use phase are therefore considered not to differ and have therefore not been included.
7.1.3.5 Disposal
Recycling of electronics is a demand in Denmark (regulated by law) as it is in a number of other European countries. It is expected to be a demand in the entire European Union in the near future.
The disposal phase is therefore modelled as a recycling scenario. A description of the processes can be found in other parts of the Kamille project [9].
7.1.3.6 Transport
Transport is considered not to vary significantly between the two alternatives as their weight and volume are approx. equal.
7.1.4 Assessment method
The EDIP-method [24] is used. EDIP applies the ‘environmental theme’ approach, where inputs/outputs are assessed in relation to their impact on:
| Resource availability | |
| Global warming | |
| Acidification | |
| Nutrient enrichment | |
| Photochemical ozone formation (photosmog) | |
| Bulk waste | |
| Hazardous waste | |
| Slag and ash | |
| Human toxicity via air | |
| Eco-toxicity, acute | |
| Persistent toxicity (covering human toxicity via water and soil, eco-toxicity via soil and chronic eco-toxicity via water) |
Especially for toxicity it should be mentioned that quite a few inventory data are missing. It is assessed that estimation of these would be very uncertain as is the toxicity evaluation method by itself. Toxicity will therefore be discussed qualitatively on top of the quantified values.
Further, some toxicity assessment factors are lacking, which may especially affect the result for the metals. Toxicity factors for lead, nickel and silver (only human toxicity for the latter) can be found in [24]. Ecotoxicity factors for silver have mistakenly not been included, but have been obtained from the authors. Toxocity factors for tin, gold and palladium have not been included as they are assessed considerably less toxic than lead for human toxicity and silver for eco-toxicity.
It has not been possible to obtain specific information on occupational health for processes outside Danfoss. Therefore occupational health has only been included detailed for the production at Danfoss, for which an occupational health assessment has been conducted [4]. Occupational health for other parts of the life cycle will be discussed qualitatively. Only chemical exposures will be considered.
When interpreting the results, it should be remembered that the LCA only includes processes with possible differences between the alternatives. The assessment is therefore conducted for the difference between adhesive and solder technologies.
7.1.5 Irregularities and accidents
Irregularities and accidents are not included, as these are not assumed to influence the results significantly. This assumption requires that the production volumes are not too small. In that situation, start-up and close-down routines may substantially influence the environmental input/outputs per functional unit.
7.1.6 Capital goods
SMT-scenario
The same equipment can be used for SMT solder and adhesive joining [7]. Capital goods are therefore excluded in this scenario.
Danfoss scenario
The solder alternative requires wave soldering equipment, which the adhesive alternative
does not. However, due to the high through-put, environmental impacts from capital good
manufacturing is considered negligible and is therefore not included.
7.1.7 Allocation
Raw material phase
Allocation is often implicit in data obtained from raw material suppliers. Except for
mining, the allocation principle used is believed to be co-product allocation by mass,
where e.g. the APME5-data on epoxy production [14] is a good illustration.
As already described, allocation is very difficult when considering mining, as several metals are usually mined at the same location. The data applied are estimated based on literature studies assuming ‘pure’ mining of the considered metal. Palladium, however, is assumed mined in connection with nickel, platinum and rhodium and an allocation based on market prices has been applied.
Recycling
Recovered metals are subtracted from the inventory by system expansion and reflects thereby an ‘avoided production’ allocation.
7.1.8 Critical review
A critical review was carried out by Institute for Product Development, Lyngby, Denmark. The first part being a discussion of the goal and scope and data sources and the second a two step review of the final report.
7.2 Results – Resources
The weighting step for resources in the EDIP methodology assesses resources by comparing consumption with known global reserves per world citizen [24]. The unit for this weighting is (milli) Person Reserves (mPR).
7.2.1 SMT scenario
Figure 7.3 shows the resource weighting for the SMT scenario. The figure present differences between the alternatives (EST-adh minus EST-sold). E.g. it can be seen that more silver is used in the adhesive alternative. Thus, it does not mean that no silver is used in the solder alternative.
Further, metal columns represent differences in net consumption, i.e. overall metal consumption minus metals recovered during recycling.
Figure 7.3: Resource weighting (EST-adh minus EST-sold) – SMT scenario
Metal consumption dominates by far as compared to energy resources– by three or more orders of magnitude. The assumption that the energy requirements for metal mining/refining are delivered by oil combustion does therefore not affect the resource evaluation significantly.
The dominating among the metals are silver, tin and palladium. Gold and lead are less important and nickel is negligible.
For silver, about 1/3 of the net consumption is due to the silver loss during production (6-7% loss was estimated for start-up and lost by equipment cleaning), whereas the remaining 2/3 represents loss during recycling. For tin and lead, about 15% of the column heights are the result of solder paste loss (about 5% loss was estimated). Losses during production are considered worst case and would be reduced in case of larger production series.
The figure indicates, the adhesive alternative to be worse (sum of column heights for the adhesive alternative is largest). However, there are several uncertainties connected to the assessment:
| Metal losses during joining material, component and PCB manufacturing have not been included. These losses – if not recycled/recovered – may seriously affect the result. A 10% palladium or gold loss may increase net consumption (and thereby column heights in Figure 7.3) by a factor five. Silver loss during SMT production is included (see above), but a 10% loss during adhesive and component manufacturing would increase the overall net consumption by about 2/3. For tin and lead, a 10% loss would approx. increase the net consumption by 50%. It must be assumed that the 10% are worst case estimates, especially for the costly precious metals. | |
| EDIP weighing factor for silver. The weighting factors are based on an assumed amount of known global resources. As can be seen in other parts of the Kamille project [3], the estimate on global silver reserves used in EDIP (770.000 tonnnes) differs from other estimates obtained from Boliden (250.000 tonnes) and the Silver Institute (280.000 tonnes). If the alternative values are used, the silver column in Figure 7.3 would be approx. 3 times higher. Tin and lead reserves were also considered but for these metals, the references did not differ significantly from the EDIP value. | |
| The ‘net consumption’ is heavily depending on the recycling percentages. For silver, the recycling facility has informed that ‘more than 90% are recovered’. A default value of 95% has been used in the calculations. If the right percentage is 99%, the silver column in Figure 7.3 would have been about 1/3 in height, but if the right percentage is 90%, it would be about 60-70% higher. 80% recovery has been assumed for tin and lead - according to the recycling facility. The height of these columns will not change dramatically if this recovery percentage varies within 5%, but a considerably higher recycling percentage would decrease the Sn-column significantly. For palladium and gold, it was stated that close to 100% is recovered. 98% has been used as default. The Pd and gold columns are therefore much likely not underestimated. Possible higher recycling percentages would reduce the column heights. Altogether, especially the precious metals are sensitive towards fluctuations in recovery percentages. However, the major uncertainty is connected to metal recovery efficiency if other recycling facilities were considered, especially if one of the metals is not recovered at all. Altogether, the overall result may be affected in both directions by variations in recycling percentages. | |
| Joining material consumption. Data on solder paste are measured with high accuracy and therefore assumed accurate within a few percentages, whereas the adhesive consumption is estimated. The estimation is based on the assumption that by weight about 1/5 of the solder paste amount is needed. This is done according to own estimations and information from several other sources. The adhesive consumption is therefore considered pretty reliable (for optimised adhesive technology). | |
| Metal consumption for component termination. It has been very difficult to get reliable data on metal consumption for component termination. Further, termination amounts differ a lot between component types. The silver consumption for component termination is thus far more uncertain as compared to the silver consumption for adhesive. Further, silver for component termination accounts for about 69% of the silver difference between the alternatives. For palladium, which estimate is also very uncertain, it account for the entire difference. Altogether, it is assumed that the palladium figures (and thereby directly column height) may vary by a factor five. Silver figures may vary by up to a factor three and affect the silver column height by about a factor two. Tin and lead figures for component termination have been estimated based on an assumed distribution between solder material and component termination found in several references. These consumptions are assessed far more reliable than the precious metal consumptions. | |
| Metal consumption for PCB’s. As can be seen from Figure 7.3 the assessment is far more sensitive to the tin consumption in the soldered alternative than to the gold and nickel consumption in the adhesive alternative. The tin (and lead) consumption has been estimated based on an assumed distribution between solder material and PCB Hot Air Surface Levelling found in literature references. On average it is therefore considered pretty reliable. Uncertainties in PCB consumption figures are therefore assessed not to affect the overall result considerably. However, for special PCB designs (with a low packaging densities), the tin consumption may be underestimated. |
Summary – SMT-scenario - Resources
Consumption of metal resources by far dominate over consumption of energy resources. Especially silver, tin and to some extent palladium are of importance.
Altogether, the results are too imprecise to show a significant difference between the alternatives, though the results indicate a more severe consumption of resources in the adhesive alternative.
The major uncertainties are:
| EDIP weighing factor for silver (may increase weighting factor by about a factor three) | |
| loss of precious metals in early parts of the life cycle (component, adhesive and PCB manufacturing) may increase net palladium consumption by up to a factor five, silver consumption by about 2/3 and tin consumption by about 50% | |
| palladium and silver content in component terminations (for Pd the uncertainty and thereby net consumption is assessed to be a factor 5, whereas for silver the uncertainty is assessed to be up to a factor three affected the consumption by about a factor two) | |
| recovery percentages, especially for silver (may affect silver consumption by about 2/3) | |
| other recycling technologies than the assumed may dramatically affect the result, especially if one of the metals is not recycled at all |
7.2.2 Danfoss scenario
This scenario differs from the SMT scenario with respect to the following parameters: inclusion of the wave soldering step for EST-sold and the equivalent EST-adh processes measured/scaled adhesive consumptions is used component termination is not assumed to differ (SnPb-termination was also used for EST-adh)
The result of the resource assessment can be seen in Figure 7.4.
Figure 7.4: Resource weighting (EST-adh minus EST-sold) – Danfoss scenario
As for the SMT scenario, the metals and in particular tin and silver are dominating. For silver, about 45% of the column height is due to losses during manufacturing (the remaining losses during recycling), whereas only about 3% of tin column represent losses during the production phase. The losses may be decreased in case of larger production series.
Based on the figure, the solder alternative seems to be worse.
However, as for the SMT scenario, there are some major uncertainties. Especially the EDIP weighting factor for silver and metal recovery efficiencies (e.g. other recycling facilities) may affect the assessment.
Losses of silver during adhesive manufacturing (assuming 10% loss) would increase the overall silver consumption by about 50% (doubling the part of the silver column which is not represented by loss during production). Losses of tin during PCB and solder manufacturing (assuming 10%) would increase the net consumption by about 50%.
Another uncertainty of importance for this scenario is the metal consumption for Hot Air Levelling PCB surface. The amount, which contributes by 44% of the tin difference, is estimated based on scaling the weight and assumption of layer thickness. The uncertainty is assumed to be in the range of a factor two.
Summary – Danfoss-scenario - Resources
Consumption of metal resources by far dominate over consumption of energy resources. Tin and silver are dominating in between the metals.
Altogether, the results are too imprecise to show a significant difference between the alternatives, though the results indicate a more severe consumption of resources in the solder alternative.
The major uncertainties are:
| EDIP weighing factor for silver (may increase weighting by a factor three) | |
| Recovery percentages, especially if other recycling technologies (not recycling one or more of the metals) were applied | |
| Loss of silver and tin in the raw material phase (may worst case increase the net consumption by 50%) |
Care should be taken not to generalize the results of the Danfoss scenario, because:
| The adhesive consumption for fastening the relay was very high. That type of component would most obviously not be fastened by adhesive in a ‘real production case’. Therefore the adhesive consumption for a substitution of wave soldering with an adhesive process would most obviously result in considerably less adhesive consumption – reducing the silver column in Figure 7.4. | |
| It is highly questionable whether full scale adhesive production would be carried out with SnPb-terminated components. Application of AgPd-terminated components would increase the consumption of precious metals for the adhesive alternative. | |
| Differences between through-hole components and equivalent SMT components have not been investigated. This may affect the results considerably. | |
| The applied PCB may not be representative as the packaging density may vary considerably. |
In other parts of the project, it has been assessed whether a severe increase in adhesive application will considerably affect the global silver consumption and thereby potentially silver prices and the scarcity of silver [3].
7.3 Results - External environment
According to EDIP the following environmental parameters have been included:
| Global warming | |
| Acidification | |
| Nutrient enrichment | |
| Photochemical ozone formation (photosmog) | |
| Bulk waste | |
| Hazardous waste | |
| Slag and ash | |
| Human toxicity via air | |
| Eco-toxicity, acute | |
| Persistent toxicity6 |
The following figures will show the weighted results. The weighting principle in EDIP is based on a comparison with politically set target for pollution prevention (see [24] for further explanation). The unit for this weighting is (milli) Person Equivalent Target (mPET).
The weighting method is rather subjective and although, the included environmental impact effects have the same unit, they should not directly be added between effect categories, but can be used as an indication of ‘what is big and what is small’.
As pointed out earlier, the assessment methodology for toxicity is rather uncertain and results should therefore be taken with caution.
Disposal of the hazardous waste is modelled by two scenarios. The first scenario assumes the metal waste to be an amount of hazardous waste (named HW = Hazardous waste) and the second assumes that the entire metal content – with time – will leak to the environment surrounding the waste disposal site (named TH = Time Horizon). The "true" situation can be assumed to be somewhere in between these two extremes.
7.3.1 SMT-scenario (disposal scenario: HW)
Figure 7.5 shows the weighted result comparing the two alternatives (EST-adh minus EST-sold).
Figure 7.5: Weighted result (EST-adh minus EST-sold) – SMT scenario (HW)
The figure indicates the adhesive alternative to be better for all impact categories. However, the results are uncertain.
Energy related impact categories
Energy consumption is the only (or major contributor) to the impact categories global warming, acidification, nutrient enrichment, bulk waste as well as slag and ash. The same interpretation as in the energy analysis (see [2]) can therefore be made for these impact categories, i.e. differences between the alternatives are not significant.
Photosmog
Contributions to the effect category ‘Photosmog’ comes from Volatile Organic Compounds (VOC’s) emitted by combustion of fossil fuels or from manufacturing, handling or applying solvents. About 80% of the photosmog column comes from the difference in solvent emission in the production phase. Specific data on solvent emissions in the raw material phase have not been obtained. However, from the APME epoxy data, it can be seen that 5,8 g of hydrocarbons are emitted per kg epoxy. If these are assumed to contribute by an average photosmog potential (POCP=0,3) for solvent, it will only affect the result by 8%. Further, more solvent - and thereby much likely more emissions of solvents in the raw material phase – are used for the solder alternative. It is therefore assessed that the solder alternative is worse in relation to photosmog formation.
Hazardous waste
Most of the column representing hazardous waste in the figure results from the recycling step. It is larger for the soldering alternative due to the higher metal consumption in the solder alternative and due to the lower recycling percentages for tin and lead. Data on hazardous waste formation from several of the raw material processes have not been obtained. However, it is assumed to be higher for the solder alternative as larger amounts of materials have been used. It is therefore assessed that the solder alternative is worse regarding hazardous waste.
Toxicity
The toxicity parameters are difficult to interpret because there are uncertainties connected to the method. Among others, LCA toxicity potentials does not reflect ‘real’ but rather ‘potential’ impact. Whether an estimated impact will really cause harm, very much rely the local environment (background concentration, total emitted amount and sensitivity of the receiving environmental media) to which an emission takes place.
In this LCA case, it has further been very difficult to obtain emission data connected with mining/refining, raw material manufacturing and recycling.
However, if Figure 7.5 is taken as a starting point, it can be shown that emission of the solder paste solvent (for emission purposes modelled as diethylene glycol mono-n-butyl ether) contributes by about 87% and lead emission from mining by about 7% of the difference (i.e. Figure 7.5 column heights) between the alternatives for the impact category ‘human toxicity’. The remaining difference in toxicity comes from energy production.
Due to the relatively low total amounts of solder paste solvent emitted from an SMT-line, it is questionable whether the emission of solder paste solvent will cause an impact. The same consideration can be made for the adhesive solvent. The adhesive solvent (which is confidential) has not been assigned a toxicity factor. Its main toxicity is irritation by inhalation, but with the emission amounts possible it will definitely not be able to cause any harm to humans in the environment surrounding an SMT plant.
Several toxic emissions are not included in the inventory data. Toxic emissiones may take place during manufacturing of epoxy, solvents, PCBs, components and joining materials, and during manufacturing of input chemicals for these processes. Toxicity impacts from these phases may severely affect the overall evaluation. However, as most solvents and most reactive polymers (acrylate for the solder PCB) is used in the solder alternative, emission from these productions will most likely increase the human toxic load for the solder alternative more than for the adhesive alternative. Further, because lead is by far the most human toxic of the metals included, air emissions of metals (in the raw material phase and during recycling) will disfavour the solder alternative. Altogether, the solder alternative must be assumed to be the worse with respect to human toxicity.
Persistent toxicity is difficult to interpret as it covers several toxic impact categories (see introduction to this section). In Figure 7.5 about 75% of the column height results from Pb air emission during mining. It is not possible to judge whether emissions not inventoried will favour the one or the other alternative with respect to persistent toxicity.
Ecotoxicity, can hardly be seen on the figure. However, possible silver emission to water (silver is by far the more ecotoxic metal) will severely affect the ecotoxic load for the adhesive alternative.
A sensitivity analysis was therefore carried out assuming that 1 g of metal is emitted to water for every 1 kg of virgin metal production (assumed for all metals). In that case, the assessment will turn out as depicted in Figure 7.6.
Figure 7.6: Weighted result (EST-adh minus EST-sold) – SMT Scenario (HW) – assuming metal emission to water during metal mining/refining
As can be seen, the silver ecotoxicity (acute water) disfavours the adhesive alternative. Further, it can be seen that the difference in persistent toxicity has now decreased slightly, indicating that chronic toxiocity of silver via water affects this parameter.
Silver emissions may also take place during component and adhesive manufacturing as well as in connection with recycling. That would further disfavour the adhesive alternative.
A sensitivity analysis was also carried out assuming 0,65 g metal air emission per 1 kg metal production (this figures was already included in the lead data). This assumption does not affect the results significantly.
Summary – SMT (HW)-scenario – External environment
The immediate result indicate, the adhesive alternative to be better for the impact categories: global warming, acidification, nutrient enrichment, bulk waste as well as slag and ash. However, as these impact categories heavily or entirely rely on the energy consumption, the result is not significant.
Photosmog formation (due to more emissions of solvents), hazardous waste formation (more recycle waste and more assumed waste in the raw material phase) and probably human toxicity (mainly due to lead emission and to some degree emission of solder paste solvent) are assumed worse for the solder alternative.
Ecotoxicity is assessed worse for the adhesive alternative (due to possible silver emissions to the water environment).
It cannot be judged for which alternative ‘Persistent toxicity’ is better or worse.
The toxicity aspect will be discussed further in the TH-scenario.
7.3.2 Danfoss scenario (HW)
Figure 7.7 shows the weighted result.
Figure 7.7: Weighted result (EST-adh minus EST-sold) – Danfoss scenario (HW)
The figure indicates, the adhesive alternative to be better for all impact categories.
Energy related impact categories
In this scenario, the impact categories associated with energy consumption; i.e. global warming, acidification, nutrient enrichment, bulk waste as well as ash and slag, are judged to be significantly better for the adhesive alternative (see energy analysis in [2]. For metal mining, where the energy system supplying the energy was not known, it has been assumed that the energy is delivered by oil combustion. It could be argued that different energy sources in between the metals would give incompatible emissions (energy supply systems differ to some extent in emissions), but by comparing with the energy analysis, the result must still be assumed to be significant.
Photosmog
For photosmog, the major contributor to the difference is the flux solvent of 2-propanol. The solder alternative is thus the worse for photosmog formation.
Hazardous waste
The hazardous waste fraction is even more significant in this scenario as compared to SMT (HW); also here because of the larger consumption and lower recovery percentages for tin and lead. The solder alternative is thus assessed worse with respect to hazardous waste.
Toxicity
According to Figure 7.7, human toxicity is worse for the solder alternative. About 30% of the difference is the result of emission of solder paste solvent, about 40% is lead emission form mining, whereas the remaining part results from energy consumption. Similarly to the SMT (HW) scenario, but even stronger here, human toxicity is assessed to be worse for the solder alternative.
About 75% of the difference in persistent toxicity results from emission of the flux solvent 2-propanol. Whether this emission will really cause any significant harm in the environment surrounding a production site is highly questionable. Altogether, as for the SMT (HW) scenario, it is difficult to point out the worse alternative according to persistent toxicity.
Figure 7.8 represent the situation where water emission of 1 g/kg virgin metal has been assumed.
Figure 7.8: Weighted result (EST-adh minus EST-sold) – Danfoss (HW) - assuming silver and lead emission to water during virgin metal manufacturing
As for the SMT (HW) scenario, possible silver emissions to water will turn the ecotoxicity parameter to disfavour the adhesive alternative.
Summary – Danfoss (HW)-scenario – External environment
The Danfoss (HW) scenario shows that the adhesive alternative is the better concerning the energy related impact categories global warming, acidification, nutrient enrichment, bulk waste, as well as slag and ash, and it is also assessed better concerning photosmog (flux solvent emission), hazardous waste (big loss of tin and lead during recycling) and toxicity (mainly due to lead emission, but also due to energy consumption and solder paste solvent emission). It is not clear whether the persistent toxicity parameter is significant, whereas the adhesive alternative becomes worse regarding ecotoxicity, when silver emissions to water may appear during the life cycle.
Care should be taken not to generalize the results of the Danfoss scenario, because:
| It is highly questionable whether full scale adhesive production would be carried out with SnPb-terminated components [7]. Application of AgPd-terminated components would increase the consumption of precious metals for the adhesive alternative. | |
| Differences between through-hole components and equivalent SMT components have not been investigated. This may affect the results considerably. | |
| The applied PCB may not be representative as the packaging density may vary considerably. |
7.3.3 SMT scenario (TH)
The TH (Time Horizon) disposal scenario models the situation, where it is assumed that the not recovered metals with time will leak to the surrounding environment.
Figure 7.9 shows the weighted result assuming that the metals end up in the soil environment.
Figure 7.9: Weighted result (EST-adh minus EST-sold) – SMT scenario (TH-soil)Although care should be taken when comparing in between impact categories, there is no doubt that the impact category ‘persistent toxicity’ has become dominant.
This is because of the assumed silver eco-toxicity in soil.
Figure 7.10 shows the result where the metals are assumed to end up in the water environment.
Figure 7.10: Weighted result (EST-adh minus EST-sold) – SMT scenario (TH-water)
Now the ecotoxicity parameter has become the dominant and again it is the silver toxicity that triggers the result.
Persistent toxicity is still high due to the expected chronic toxicity of silver in water. However, when going in more details with the data behind the figure, it can be seen that lead is pulling in the other direction (by about 1/3 of the silver value!) due to the chronic eco-toxicity potential of lead in water.
7.3.4 Danfoss scenario (TH)
Figure 7.11 shows the weighted result when assuming the metals to end in the soil compartment.
Figure 7.11: Weighted result (EST-adh minus EST-sold) – Danfoss scenario (TH-soil)
As for the SMT scenario, it can be seen that the expected silver eco-toxicity in soil, heavily influence the assessment.
Figure 7.12 shows the weighting by assuming metal leaking to water
Figure 7.12: Weighted result (EST-adh minus EST-sold) – Danfoss scenario (TH-water)
As compared to the SMT scenario, the relative difference between lead as compared to silver emission has increased (the wave soldering step requires substantial lead amounts and silver content in components is not assumed to differ). Therefore, the persistent toxicity of lead now dominates over silver. Further, when looking into the figures behind the ecotoxicity column, it can be seen that silver contributes by about 1,16 mPET, whereas lead with about 0,90 mPET, i.e. in reality no significant difference. It is however clear that the ecotoxicity parameter is important for both alternatives, if the waste can be assumed to leak to water.
Summary on the SMT and Danfoss scenarios (TH) – external environment
It is clear from the above discussion that the potential risk connected with waste containing silver and lead is substantial as compared to other life cycle impacts. However, actual risk will depend on the bio-availability; i.e. the dose/exposure that can be found in the environment. Among other things (under most conditions), both metals are assumed to be bound firmly in soil layers. However, the environmental fate of the metals is uncertain and no definite conclusion can be drawn here. These issues are discussed in more detail in other parts of the Kamille project [5].
Especially the behaviour of silver is interesting, as silver’s eco-toxicity may heavily influence the conclusions. However, with today’s knowledge, it is difficult to state, whether silver leaking from (hazardous) waste sites may cause substantial risks. In other parts of the life cycle (e.g. during component and adhesive manufacturing), potential silver emissions (especially to the fresh water environment) may severely affect the result of the LCA.
Occupational health
Only chemical impacts will be considered as other occupational impacts like e.g. noise and physical impacts are estimated not to differ significantly between the alternatives.
No information was obtained about chemical exposures in the life cycle phases outside Danfoss. Considerations about impacts in these phases are therefore qualitative and only an indication of potential impacts can be outlined (see [2]). An occupational health assessment for production of the two alternatives has been carried out at Danfoss. The assessment can be found in chapter 6.
7.4 Conclusion and Recommendations
Based on the present LCA, it cannot be judged whether adhesive technology is better or worse than solder technology. The available data on material consumption and emissions during the life cycle are too uncertain. Further, in relation to toxicity, which is a crucial impact category in this assessment, too little is known about the actual environmental fate of metals leaking to the environment from waste steams.
More specific conclusions may be drawn in relation to some of the impact categories. These are described below along with description of the major uncertainties.
Resources
The assessment showed that the weighted metal values and especially silver, tin and palladium consumption dominates consumption of energy resources by several orders of magnitude.
However, it has not been possible to judge between the alternatives, because of the following major uncertainties:
| evaluation of the scarcity of silver (different references vary by a factor three) | |
| consumption of silver and palladium in component termination for adhesives is very uncertain | |
| uncertainty about recovery percentages during recycling – especially application of different recycling technologies than the one considered, may heavily affect the result | |
| metal losses during manufacturing processes have not been included, but may to some extent affect the evaluation |
A very interesting finding was that the component termination may account for a larger difference in silver consumption than the adhesive itself.
External environment
Toxicity is assessed to be the potentially major impact category concerning external environment.
It has major influence on the result how big metal emissions to the environment are and how the environmental fate of metals in hazardous wastes is assessed. Especially, the inherent ecotoxicity of silver is crucial. However, the knowledge of silvers behaviour in the environment is at the moment too weak to really quantify the risks connected to (hazardous) waste disposal of silver containing waste. Also the fate of lead affects the assessment.
For both the SMT and Danfoss scenarios, it is assessed that the solder alternative potentially is the worse in relation to human toxicity and the adhesive alternative potentially in relation to exotoxicity. Human toxicity is mainly affected by lead emissions and possibly to some extent by solder paste solvent emission during production and ecotoxicity mainly by silver emissions.
Both for the SMT and Danfoss scenarios, photosmog and hazardous waste generation are assessed worse for the solder alternative. For the Danfoss alternative especially because of substitution of the flux solvent emission during wave soldering.
For the energy related impact categories (global warming, nutrient enrichment, acidification, bulk waste as well as ash and slag generation), it is not possible to judge between the alternatives with the available data for the SMT scenario. For the Danfoss scenario, the solder alternative is assessed significantly worse due to the energy requirement for the wave soldering process.
Finally, it should be stressed that care should be taken not to overinterpret results from the Danfoss scenario, mainly because it has a pretty special print layout and differences in components are not considered
Occupational health
An occupational health assessment at Danfoss showed that both alternatives can be produced with potential low risk, if proper care is taken. For other parts of the life cycle, it has not been possible to judge which alternative is preferable based on the available information.
Recommendations
The study has lead to the following recommendations in relation to manufacturing and emission handling:
| Use components with as little silver and palladium termination as possible | |
| Optimise adhesive consumption (for SMT about 1/5 as compared to solder paste amount) | |
| Assure high recovery percentages for the metals during recycling and reduce losses during manufacturing operations | |
| Assure proper treatment of hazardous wastes | |
| During production: avoid skin contact with solder paste, flux and adhesives and avoid inhalation of solvent vapours and lead fumes (see also more specific guideline in other parts of the project [4]) |
5APME: Association of Plastics Manufacturers in Europe.
6covering human toxicity via water and soil and eco-toxicity via soil and chronic eco-toxicity via water[Front page] [Contents] [Previous] [Next] [Top] |