|
Forbehandling af hærdeplastbaserede kompositmaterialer til genanvendelse 6 Termisk forbehandling6.1 Første forsøgsserie Ved termisk forbehandling fortages enten opvarmning til flere hundrede grader i en inaktiv (dvs. oxygenfri) atmosfære med nitrogen (pyrolyse) eller forbrænding i en atmosfære med oxygen. Der er i dette projekt anvendt følgende tre metoder:
Der er blevet udført tre forsøgsserier med termisk forbehandling. I første forsøgsserie blev der udført forsøg med termisk forbehandling af små prøveemner ved to forskellige temperaturer i muffelovn og ved pyrolyse ved flere temperaturer, for at få et første indtryk af, i hvilket omfang forbehandling påvirker glasfibres egenskaber, og om der kan opnås tilfredsstillende vedhæftning mellem termisk forbehandlede glasfibre og henholdsvis polyesterharpiks (UP) og epoxyplast (EP). Der blev fremstillet prøveplader, som der efterfølgende blev foretaget prøvning af. I anden forsøgsserie blev der på grundlag af erfaringerne fra første serie udført forbehandling på noget større emner ved metoden der kombinerer pyrolyse og forbrænding. Der blev af de termisk forbehandlede glasfibre (regeneratet) fremstillet nye prøveplader, som der efterfølgende blev foretaget prøvning af. I tredje forsøgsserie blev der på glasfibre, som var termisk forbehandlet ved metoden der kombinerer pyrolyse og forbrænding, udført forsøg med resizing med silan. Der blev med resizede fibre og ikke resizede fibre fremstillet prøveplader, som efterfølgende blev foretaget prøvning af. Afslutningsvis blev der fremstillet tre forskellige demonstrationsemner, for at afprøve i praksis hvordan det er at arbejde med termisk forbehandlede glasfibre. 6.1 Første forsøgsserieI første forsøgsserie blev der udført forsøg med pyrolyse udført hos Kommunekemi a/s og forsøg med forbrænding i muffelovn hos Teknologisk Institut. Forsøg med fremstilling af prøveplader med regenererede glasfibre og henholdsvis epoxyplast og polyester, blev udført hos bådværftet KMT - Nord. Der blev foretaget karakterisering af glasfibre og af prøveemner, som blev udskåret af de fremstillede prøveplader. Prøveemnerne er udskæringer af glasfiberforstærket polyester og epoxyplast fra produktionen hos EM Fiberglas A/S, hos Jupiter Plast A/S og hos Vestas Wind Systems A/S. 6.1.1 Fremgangsmåde
6.1.2 Eksperimentelt6.1.2.1 PyrolysePå Kommunekemi blev der gennemført forsøg i laboratorieskala med pyrolyse af prøveplader af polyester ved temperatur fra 400°C til 600°C med intervaller på 50°C. Forsøgsrapporten fra Kommunekemi er vedlagt som bilag A. 6.1.2.2 ForbrændingHos Teknologisk Institut blev prøveplader polyester og epoxyharpix med dimensionerne ca. 100 × 100 × 5 mm forasket i en ovn med oxygen til stede. Fra en temperatur på ca. 20°C blev pladerne i løbet af 6 timer opvarmet trinvist til henholdsvis 450°C og 550°C, hvorefter opvarmningen blev afbrudt med efterfølgende naturlig afkøling. De forbrændte prøveplader består af glasfibermåtte, dvs. fiberbundter med en længde på ca. 50 mm jævnt fordelt i planet, rovingvæv, dvs. lange fiberbundter vævet i to på hinanden vinkelrette retninger, og uorganiske tilsætningsstoffer i form af brandhæmmere (aluminiumtrihydrat) og farvepigmenter (titanoxid) mv. De forbrændte plader fremstår med en del partikler og støv. 6.1.2.3 Prøvning af glasfibre
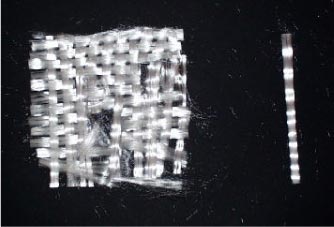
Figur 4 Rovingvæv efter forbrænding i muffelovn, til højre ses fiberbundt til trækprøvning 6.1.2.3.1 Overfladekarakterisering af glasfibre ved SEM SEM-optagelserne blev udført på nye glasfibre (reference), og på glasfibre, der er blevet forbehandlet i muffelovn ved 450°C og ved 550°C, se figur 1, 2 og 3 i bilag B. Der ses urenheder på fibrenes overflader; men det kan ikke ud fra disse billeder afgøres, om glasfibrene er blevet beskadiget ved den termiske forbehandling. 6.1.2.3.2 Grundstofanalyse af glasfibre Grundstofanalysen blev udført for at konstatere eventuelle ændringer af glasfibrenes kemiske sammensætning efter termisk forbehandling i muffelovn i oxygenholdig atmosfære ved 450°C og ved 550°C. Som det fremgår af billederne i figur 7 og 8 i bilag B, kan der efter forbehandling ved 550°C kun konstateres en øget mængde oxygen og carbon på fibrene. Figur 9 i bilag B viser analysen af glasfibre efter pyrolyse ved 450°C. Der kan ikke konstateres nogen væsentlig ændring. Tilstedeværelsen af en øget mængde carbon, der ses som et sort lag på fibrene, fremgår tydeligt af analysespektret (top C). 6.1.2.3.3 Styrkebestemmelse på glasfibre Påvirkningen af fibrenes styrkeegenskaber efter termiske forbehandling i muffelovn blev undersøgt ved trækprøvning af plane fiberbundter, som er taget fra rovingvævet. Det er antaget, at der er det samme antal filamenter i hvert fiberbundt fiberbundets bredde er 8 mm, trækhastighed 10 mm/min. Tabel 4. Brudstyrke bestemt ved trækprøvning af nye og regenererede fiber efter termisk forbehandling i muffelovn og ved pyrolyse
1) Middelværdi af 5 enkeltmålinger. Tabel 5 indeholder supplerende målinger af glasfibres brudstyrke efter termisk behandling ved kombineret pyrolyse og afbrænding udført hos ReFiber ApS. Tabel 5. Brudstyrke bestemt ved trækprøvning af nye og regenererede fiber efter forbrænding hos ReFiber
1) Middelværdi af 5 enkeltmålinger. Antallet af enkeltmålinger varierer, fordi nogle resultater er kasseret pga. brud ved eller glidning i indspændingen. Det kan ikke med disse resultater afgøres om, der væsentligt forskel i påvirkningen af glasfibrene mellem de tre metoder til termisk forbehandling. Fibrene der indgår i de leverede emner er således forskellige. Reduktionen i glasfibrenes brudstyrke efter forbrænding er noget større end rapporteret i reference /4/. I den er der anført en reduktion på 50% efter behandling ved 450°C. I samme reference anføres også, at fibrenes styrke udtrykt ved Weibull-modulet reduceres til 45% ved 450°C og til 18% ved 550°C. (Weibull-modulet er en statistisk størrelse, som udtrykker spredningen på styrkemålinger: jo højere Weibullmodul - jo mindre spredning). Ved håndtering af det termisk forbehandlede regenerat under prøvningen blev der observeret en tydelig forøgelse af sprødheden i forhold til nye fibre, idet de forbehandlede fibre skulle håndteres med forsigtighed, for at de ikke skulle knække. 6.1.2.4 Fremstilling af prøveplader af regeneratAf regenerat, der er termisk forbehandlet i muffelovn ved 450°C og ved 550°C, blev der hos KMT - Nord ved håndoplægning fremstillet fire prøveplader ved imprægnering med henholdsvis polyester og epoxyplast, uden at regeneratet forud var blevet renset for andet uorganisk materiale. Der lå således et tyndt lag af uforbrændt materiale af pigment mv. oven på fibrene og noget mellem fibrene. Regeneratet blev anbragt på en plastfolie, og der blev tilført polyester henholdsvis epoxyplast. Med en almindelig lamineringsrulle (en aluminiumsrulle med langsgående riller) blev regeneratet imprægneret. Det var nødvendigt at tilsætte relativt meget polyester/epoxyplast for at opnå befugtning, foruden at der skulle rulles intensivt. Det medførte, at den lagvise opbygning af glasfibermåtte og rovingvæv delvist blev nedbrudt. Ud fra en visuelt bedømmelse blev der opnået en forholdsvis god befugtning af glasfibre og pigmenter. 6.1.2.5 Prøvning af prøveplader af regenerat6.1.2.5.1 Styrkeegenskaber og glasindhold Bøjebrudstyrke, elasticitetsmodul ved bøjning (E-modul) og glasindhold blev bestemt ved standardiseret prøvning på prøveemner udskåret prøveplader jf. 6.1.2.4. Metode: ISO 178. Deformationshastighed: 6 mm/min ved brudstyrkebestemmelse og 2 mm/min ved E-modul-bestemmelse. Understøtningsafstand: 16 gange godstykkelsen, dvs. varierende afhængigt af godstykkelsen. Glasindholdet blev bestemt som glødetab (glasfibre og andre uorganiske stoffer) i henhold til ISO 1172 og er angivet i vægt-%. Tabel 6. Mekaniske egenskaber og glasindhold (bestemt ved forbrænding ved 625°C) af kompositmaterialer før og efter
termisk forbehandling og genanvendelse.
1) Referenceprøven er et GUP-emne fra EM Fiberglas. De første resultater viser, at bøjestyrken reducers til 60-65% og E-modulet til 85-90% af referenceprøvens værdier. 6.1.2.5.2 Poresøgning ved hjælp af penetreringsvæske Prøveemnernes tværsnit blev undersøgt ved hjælp af penetreringsvæske. Der blev observeret mindre porøsiteter mest udtalt på pladerne med polyester. Prøvepladerne jf. 6.1.2.4 varierede en del i godstykkelse. Inden for et område på ca. 80 × 80 mm var godstykkelsen dog nogenlunde ensartet ca. 5 mm, prøveemnerne er udskåret inden for dette område. 6.1.2.5.3 SEM-karakterisering For at undersøge strukturen i prøvepladerne jf. 6.1.2.4 blev pladerne savet igennem og udvalgte tværsnit blev undersøgt ved hjælp af SEM. Optagelserne viser, at der er opnået en hvis homogenitet, men også at der er områder, hvor fibrene ikke er blevet befugtet, samt at der er en del partikler (farvepigment) til stede. SEM-optagelserne er vist i figur 4 og 5 i bilag B. 6.1.3 DiskussionBestemmelsen af glasfibrenes brudstyrke efter termisk behandling skal betragtes som orienterende, idet det er ganske vanskeligt at håndtere fibrene, uden at der opstår mikroskader i overfladen. Det skyldes, at sizingen og andre stoffer ikke længere er til stede. Fibrene er således meget sprøde og er ikke sammenhængende i bundter i modsætning til nye rovingvæv. Det er vist, at der på enkel vis ved bearbejdning med rulle opnås befugtning af fibrene. Det forstyrres dog en del af, at det er vanskeligt at befugte farvepigmenterne, som både ligger som et lag på fibrene og mellem de enkelte fiberbundter og mellem fiberlagene (måtte og rovingvæv). Reduktion af bøjestyrken er ikke særligt dramatisk, når man tager den meget enkle fremstillingsmetoden i betragtning. Reduktion af E-modulerne er beskeden, når der sammenlignes med referenceværdien uden omregning af volumenandele glasfibre. Andre undersøgelser har da også vist, at glasfibres E-modul ikke ændres på grund af termisk forbehandling /4/. SEM-optagelserne af fibre ved dels forbehandling i muffelovn ved 450°C og ved 550°C og dels ved pyrolyse viser ingen forskelle ved sammenligning med nye fibre. Ved grundstof- analyse af de samme fibre kunne der ikke konstateres forskelle ud over tilstedeværelsen af carbon på de fibre, der er forbehandlet ved pyrolyse. SEM-optagelserne af håndoplagte plader viser, at der er beskeden vedhæftning både mellem polyester og glasfibre og mellem epoxyplast og glasfibre. Desuden er det tydeligt, at der er mange partikler af forskellige størrelser, som ikke er befugtet, samt at der er en del knækkede glasfibre. 6.1.4 KonklusionDen umiddelbare vurdering efter første forsøgsseries resultater er, at der dels kan opnås befugtning af og vedhæftning til regenererede glasfibre med både polyester og epoxyplast, dels at der kan opnås mekaniske egenskaber på et noget reduceret niveau. Glasfibrenes brudstyrke reduceres væsentligt ved termisk forbehandling. Denne reduktion vurderes at skyldes temperaturen under forbehandling snarere end hvilken forbehandlingsmetode, der har været benyttet. Ud fra en visuel vurdering er det konstateret, at der både med polyester og med epoxyplast kan opnås vedhæftning til glasfibre, som er behandlet ved pyrolyse. Da der kun kan foretages ren pyrolyse af forholdsvis små prøveemner jf. bilag A, anvendes denne metode ikke i det videre projektforløb. 6.2 Anden forsøgsserieAnden forsøgsserie blev udført på to skiveformede udskæringer af glasfiberforstærket polyester med en diameter på ca. 400 mm fra vindmøllehuse, der er fremstillet hos EM Fiberglas A/S. Forsøg med fremstilling af nye prøveplader med regenererede glasfibre blev udført hos bådværftet KMT - Nord. Materialeprøverne blev termisk forbehandlet hos ReFiber ApS. 6.2.1 Fremgangsmåde
6.2.2 Eksperimentelt6.2.2.1 ForbehandlingI anden forsøgsserie blev forbehandlingen af to runde udskæringer fra EM Fiberglas A/S udført hos ReFiber ApS efter følgende proces:
Forsøgsrapport fra ReFiber ApS indgår som bilag C. 6.2.2.2 Fremstilling af prøveplader af regeneratEfter forbehandlingen blev der af de tilbageværende glasfibre, regeneratet, fremstillet nye kompositemner ved vakuum-injektion med henholdsvis polyester og epoxyplast, efter at den ene halvdel af hver af skiverne var blevet forsøgt renset for støv ved støvsugning gennem et net for at holde fibrene tilbage. Injektionen blev udført hos bådværftet KMT - Nord, og egenskaberne af disse nye laminater blev bestemt ved prøvning på Teknologisk Institut. 6.2.2.3 Prøvning af prøveplader af regenerat6.2.2.3.1 Styrkeegenskaber og glasindhold Bøjebrudstyrke, elasticitetsmodul ved bøjning (E-modul) og glasindhold blev bestemt ved standardiseret prøvning. Bøjebrudstyrke og E-modul: Glasindholdet blev bestemt som glødetabet (summen af indholdet af glasfibre og af andre uorganiske stoffer) efter ISO 1172 og er angivet i vægt-%. Tabel 7. Mekaniske egenskaber af kompositmaterialer før og efter termisk forbehandling ved forbrænding og genanvendelse baseret på ikke renset regenerat
1 Referenceprøven er et GUP-emne fra EM Fiberglas. Tabel 8. Mekaniske egenskaber af kompositmaterialer før og efter termisk forbehandling ved forbrænding og
genanvendelse baseret på renset regenerat
1) Referenceprøven er et GUP-emne fra EM Fiberglas. Der kan ikke konstateres nogen entydig effekt af, at glasfibrene er blevet renset ved støvsugning. Tværtimod er der en modsat rettet tendens for prøver af polyester og epoxyplast mht. bøjestyrke, E-modulernes variation ligger inden for spredningen. 6.2.2.3.2 Interlaminar forskydningsstyrke Med udgangspunkt i prøvningsstandarden DS/EN 2377 blev den tilsyneladende, interlaminare forskydningsstyrke bestemt ved prøvning. Prøvelegemernes dimensioner afviger imidlertid noget fra dem, som er specificeret i standarden, hvorfor de registrerede værdier kun må betragtes som vejledende. De anførte middelværdier er baseret på 5 eller 6 enkeltværdier. Tabel 9. Interlaminar forskydningsstyrke af kompositmaterialer før og efter termisk forbehandling ved
forbrænding og genanvendelse baseret på ikke renset regenerat
1) GUP-emne fra EM Glasfiber. Tabel 10. Interlaminar forskydningsstyrke af kompositmaterialer før og efter termisk forbehandling ved
forbrænding og genanvendelse baseret på renset regenerat
1) GUP-emne fra EM Glasfiber. Resultaterne af disse målinger viser, at der ikke er nogen effekt af rensning ved støvsugning af prøveemner af polyester, derimod er der en tendens til en noget lavere værdi for rensede prøveemner af epoxyplast. 6.2.2.3.3 Vandoptagelse Med udgangspunkt i prøvningsstandarden ISO 62 blev vandoptagelsen bestemt eksperimentelt på ikke rensede prøver. Prøvelegemernes dimensioner afviger imidlertid fra dem, som er specificeret i standarden. Derfor må de registrerede mængder optaget vand kun betragtes som vejledende. Eksponeringen blev fortsat ud over det ene døgn, som er specificeret i standarden. Vandoptagelsesdataene ved eksponering op til 28 døgn er vist på figurerne 5 - 7. For at gøre vandoptagelsesdataene sammenlignelige, er dataene for hvert enkelt prøvelegeme relateret til prøvelegemets overfladeareal. Prøveemnerne er lige brede og har næsten samme godstykkelse. Bemærk, at enhederne på ordinataksen er forskellige for polyester- og epoxylaminaterne. Først ved mætning giver det mening at se på den procentvise optagelse. Efter endt eksponering blev prøverne afkølet til 23°C i vand, inden mekanisk prøvning blev foretaget. Resultaterne kan således give en første indikation om, at de regenererede glasfibre vil kunne bruges i produkter, der kommer i kontakt med vand. 6.2.2.3.4 Styrkeegenskaber Bøjebrudstyrke, elasticitetsmodul ved bøjning (E-modul) blev bestemt ved standardiseret prøvning. Bøjebrudstyrke og E-modul: Glasindholdet antages at være af samme størrelsesorden, som bestemt under punkt 6.2.2.3.1.
Figur 5 Vandoptagelse i materialeprøve (reference) ved 23°C, 40°C og 60°C
Figur 6 Vandoptagelse i polyesterlaminat med regenererede glasfibre ved 23°C, 40°C og 60°C
Figur 7 Vandoptagelse i epoxylaminat med regenererede glasfibre ved 23°C, 40°C og 60°C Tabel 11. Mekaniske egenskaber af kompositmaterialer ved 23°C efter eksponering i vand ved 23°C i 28
døgn
1) Referenceprøven er et GUP-emne fra EM Fiberglas. Tabel 12. Mekaniske egenskaber af kompositmaterialer ved 23°C efter eksponering i vand ved 40°C i 28
døgn
1) Referenceprøven er et GUP-emne fra EM Fiberglas. Tabel 13. Mekaniske egenskaber af kompositmaterialer ved 23°C efter eksponering i vand ved 60°C i 28
døgn
1) Referenceprøven er et GUP-emne fra EM Fiberglas. 6.2.3 DiskussionI anden forsøgsserie blev der udført støbning af prøveplader ved brug af vakuum-injektion, efter at det halve areal af hver prøve af de termisk forbehandlede glasfibre var blevet renset for partikler ved støvsugning. Da der kun blev udført forbehandling af to plader, har det ikke været muligt at optimere selve støbeprocessen. De mekaniske målinger viser varierende resultater, men ikke væsentlige forskelle på, om emnerne er renset eller ikke renset. De målte bøjestyrker er noget højere end i første forsøgsserie, og E-modulerne er lidt lavere jf. tabel 9. For begge egenskaber gælder, at der til trods for et forholdsvist højt glasindhold ikke opnås tilsvarende stigning i egenskaber, som generelt er gældende for fiberforstærkede kompositmaterialer. Bestemmelse af glasindhold i referenceprøven inkluderer gelcoatlaget, hvilket betyder, at det reelle glasindhold er 3-5% højere. Der blev udført orienterende bestemmelser af interlaminar forskydningsstyrke. Der kan konstateres en vis forskel på de emner, der er støbt med polyester, og dem med epoxyplast, idet der opnås en noget højere værdi med epoxyplast. Denne forskel kan ikke umiddelbart forklares. Der blev foretaget en sammenlignende undersøgelse af vandoptagelse ved tre temperaturer. Resultaterne viser en væsentlig forskel mellem epoxylaminat og polyesterlaminat, idet vandoptagelsen for epoxylaminat er 5-7 gange så stor. Det skyldes formentligt, at epoxylaminatet er mindre homogent og indeholder lunker. Vandoptagelsen sker hurtigere og er større ved højere temperatur. På figur 6 ses imidlertid, at vandoptagelsen er større ved 23°C end ved 40°C. Det antages at skyldes forskelle i emnernes kvalitet og den omstændighed, at glasfibrene ligger tæt ved eller lige i overfladen. Industrielt fremstillede produkter vil almindeligvis være udført med beskyttende gelcoat og topcoat eller egentligt spærrelag som beskyttelse mod ydre påvirkninger. Det bemærkes, at referenceprøverne har gelcoat på den ene side og et tyndt lag ren polyester på den anden side. De mekaniske egenskaber efter eksponering i vand viser ikke entydige sammenhænge mellem eksponeringstemperatur og egenskaber. Der kan dog ses en vis tendens, nemlig at egenskaberne reduceres ved højere eksponeringstemperatur, selv om laminaterne med regenererede glasfibre pga. forskellig kvalitet ikke helt følger den tendens, som lidt tydeligere ses for de eksponerede referenceprøver. 6.2.4 KonklusionAnden forsøgsserie udbygger resultaterne fra første forsøgsserie med yderligere bestemmelse af mekaniske egenskaber og undersøgelse af vandoptagelse ved forskellige temperaturer. Der er grundlag for at kunne fremstille produkter med egenskaber, der er reduceret i forhold til brug af nye glasfibre, men dog tilstrækkelige til visse anvendelser. Resultaterne af vandoptagelse indikerer, at termisk forbehandlede fibre vil kunne anvendes i produkter, der påvirkes af vand. Fremstillingsprocessen er ikke forsøgt optimeret, hvilket sikkert vil kunne give forbedrede egenskaberne. 6.3 Tredje forsøgsserieI tredje forsøgsserie blev effekten af resizing med silan af termisk forbehandlede glasfibre undersøgt. Tre firkantede udskæringer af glasfiberforstærket polyester fra EM Fiberglas A/S blev termisk forbehandlet hos ReFiber ApS. Påføring af silan og fremstilling af prøveplader med regenererede glasfibre blev udført hos KMT - Nord. 6.3.1 Fremgangsmåde
6.3.2 Eksperimentelt6.3.2.1 ForbehandlingI tredje forsøgsserie blev forbehandlingen af tre plader på ca. 80×80 cm fra EM Glasfiber A/S udført hos ReFiber ApS efter følgende proces:
Forsøgsrapport fra ReFiber ApS er indgår som bilag C. 6.3.2.2 Resizing og fremstilling af prøveplader af regeneratResizing blev udført i en 2% vandig opløsning af -aminopropyltriethoxysilan med handelsbetegnelsen A1100. Opløsningen blev justeret med eddikesyre til pH ca. 4,6. Efter at glasfibrene - fastholdt mellem to fintmaskede net for at holde fibrene tilbage - var blevet renset ved støvsugning, blev de i femten minutter holdt neddyppet i et kar med opløsningen, mens glasfibrene blev påvirket med en metalrulle for at sikre befugtning af alle fibre. Derefter blev de lagt til tørring ved 105°C i 4 timer. Ved vakuuminjektion blev der støbt fire prøveplader med henholdsvis polyester og epoxyplast og glasfibre med og uden resizing. Resizing og injektion blev udført hos bådværftet KMT - Nord. Analyse af glasfibrenes overflade og mekaniske egenskaber af laminater blev bestemt ved prøvning på Teknologisk Institut. 6.3.2.3 Prøvning af prøveplader med og uden resizing6.3.2.3.1 Styrkeegenskaber og glasindhold Bøjebrudstyrke, elasticitetsmodul ved bøjning (E-modul) og glasindhold blev bestemt ved standardiseret prøvning. Bøjebrudstyrke og E-modul: Glasindholdet blev bestemt som glødetabet (summen af indholdet af glasfibre og af andre uorganiske stoffer) efter ISO 1172 og er angivet i vægt-%. Tabel 14. Mekaniske egenskaber af kompositmaterialer ved 23°C med og uden resizing
1) Angiver forholdet mellem egenskabsværdierne med og uden resizing. 6.3.2.3.2 Overfladeanalyse af glasfibre For at konstatere om processen med resizing har medført, at der er afsat et lag af silan på de termisk forbehandlede fibre, er der ved brug af analysemetoden TOF-SIMS (time-of-flight secondary ion mass spectrometry) udført en analysen af fibre der er blevet termisk forbehandlet i muffelovn ved 450°C, fibre der er blevet behandlet med silan og af nye fibre. Analysen indikerer, at der inden for analyseområdet er opnået en forholdsvis jævn belægning af silan. 6.3.3 DiskussionI tredje forsøgsserie blev det på to prøveplader undersøgt, om resizing med silan af regenererede glasfibre giver bedre mekaniske egenskaber end regenererede glasfibre uden resizing. De foreliggende resultater viser, at kun i et enkelt tilfælde med polyesterlaminat blev bøjestyrken forbedret med 11%. I de øvrige resultater kan der ikke konstateres nogen forbedring. Mest markant er det, at spredningen er væsentligt mindre for alle resultater med resizede glasfibre. 6.3.4 KonklusionTredje forsøgsserie underbygger de tidligere resultater mht. hvilke mekaniskeegenskaber der kan opnås og viser, at der alt andet lige kan opnås mere ensartede egenskaber, hvis regenererede glasfibre behandles med silan. Det er konstateret, at behandlingen med silan har påført fibrene en ny size. Der er brug for, at metoder til resizing udvikles og optimeres. Dette kan være af betydning for såvel anvendelses- som afsætningmulighederne af regenererede glasfibre, idet en bedre kvalitet vil fremme en industriel produktion 6.4 Demonstrationsemner6.4.1 Fremstilling af demonstrationsemnerAf regenerat, der er blevet termisk forbehandlet hos ReFiber ApS, blev der hos bådværftet KMT - Nord fremstillet tre demonstrationsemner. Det første er den del af en motorcykelskærm, der kunne afformes af en gammel polyesterform; det andet er en rorplader til en jolle, og det sidste er en lugeindfatning. Regeneratet til de to første emner stammer fra emner, der blev termisk forbehandlet ved 490°C, regeneratet til det sidste emne blev fremstillet ved samme proces, men ved en temperatur på 525°C, som beskrevet i bilag C. Motorcykelskærmen blev støbt med glasfibre, der ikke var blevet renset for partikler. Lugeindfatningen blev fremstillet i to versioner, én hvor glasfibrene blev renset ved støvsugning, og én hvor glasfibrene blev resizet med silan. Den ene rorplade blev støbt med rensede og den anden med glasfibre, der ikke var blevet renset. Alle emner blev støbt med epoxyplast. Emnerne er vist i figur 8, 9 og 10.
Figur 8 Motorcykelskærm af ikke renset regenerat. Dimensioner: Længde 38 cm, bredde 11 cm, højde 9 cm, godstykkelse 4 mm
Figur 9 Lugeindfatning af renset regenerat. Dimensioner: Længde 38 cm, bredde 19 cm, højde 10 cm, godstykkelse 2 mm
Figur 10 Rorplader til jolle; til venstre rorplade af ikke renset regenerat, til højre rorplade af renset regenerat. Dimensioner: Højde 108 cm, største bredde 26 cm, godstykkelse 5 mm 6.4.2 KonklusionDe fremstillede emner er forskellige i udstrækning og i højde. Det viser umiddelbart, at det er muligt at støbe enkle emner relativt uproblematisk. Det vil dog lette arbejdet med regenererede glasfibre, hvis de blev bundet med en slags lim, så det blev nemmere at drapere og håndtere dem og undgå, at fiberbundterne glider fra hinanden; det gælder specielt, hvis formene er høje. 6.5 Konklusion af forsøg med termisk forbehandlingSammenfattende kan det konkluderes, at der ved anvendelse af termisk forbehandlede glasfibre imprægneret med umættet polyester eller med epoxyplast kan opnås egenskaber, som vil være tilstrækkelige til produkter, til hvilke der stilles moderate krav til mekaniske egenskaber selv om deres brudstyrke bliver reduceret med mere end 50%. Endvidere indikerer resultaterne af vandoptagelse, at termisk forbehandlede fibre vil kunne anvendes i produkter, der påvirkes af vand. Fremstillingsprocessen er ikke forsøgt optimeret, hvilket sikkert vil kunne give forbedrede egenskaberne. Produkterne vil kunne fremstilles ved kendte produktionsmetoder som håndoplægning, vakuuminjektion og presning. For at opnå lettere håndtering af de termisk forbehandlede glasfibre vil det være en væsentlig forbedring at finde en enkel metode til at binde glasfibrene, så de kan anvendes på tilsvarende måde, som kendes for nye glasfibermåtter og rovingvæv. Endvidere vil det være hensigtsmæssigt både af miljømæssige (generende støv) og af procesmæssige årsager at finde en effektiv måde at fjerne uorganiske partikler og støv på. Termisk forbehandlede fibre kan påføres en size, som efter udvikling af mere rationelle metoder til påføring vil kunne føre til både mere ensartede og højere egenskabsværdier. På baggrund af de opnåede resultater og erfaringer udestår der en del arbejde med at forbedre række delprocesser, der er knyttet glasfibrene. Det drejer sig blandt andet om at optimere rensning af glasfibre, at påføre ny size på en effektiv måde, at påføre et bindemiddel så glasfibrene er sammenhængende i bundter og som måtte eller væv, således at de kan håndteres under sædvanlige produktionsforhold.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||