|
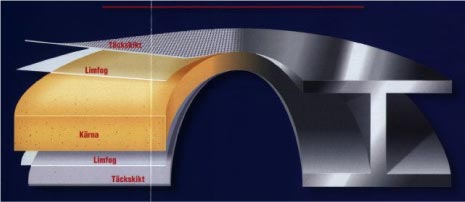
Forbehandling af hærdeplastbaserede kompositmaterialer til genanvendelse 3 Kompositmaterialer3.1 Vedhæftning mellem plast og glasfiber Kompositmaterialer er sammensatte materialer, der normalt består af flere synlige faser. To eller flere materialer kombineres så der dannes et brugbart, tredje materiale med nye egenskaber. Mennesket har tidligt benyttet sig af sammensatte materialer. Et kendt eksempel er klinet ler, der består af halmstrå og ler. I moderne materialeterminologi kunne man kalde dette materiale for stråforstærket ler eller cellulosefiberforstærket ler. Beton bestående af cement, sand, grus og sten er et andet eksempel. I jernbeton indgår jernarmering som en yderligere fase. Træ er et naturligt forekommende kompositmateriale, som består af cellulosefibre, der er bundet sammen med limstoffet lignin. Mange forskellige kompositmaterialer er baseret på plast som bindemiddel mellem fibre. Det bedst kendte plastbaserede kompositmateriale er glasfiberforstærket umættet polyester, som anvendes som konstruktionsmateriale til en lang række produkter inden for industri, byggeri, transport, energiproduktion og fritidsudstyr. Lystbåde, vindmøller, småfly og landbrugssiloer er nogle af de produkter af glasfiberforstærket polyester, der er mest synlige i vores omgivelser. Umættet polyester hører til hærdeplastene. Hærdeplast er karakteristiske ved, at de ikke bliver bløde eller smelter ved opvarmning. Plastdelen i hvert eneste emne af hærdet hærdeplast består faktisk af et eneste kæmpestort molekyle. Andre almindeligt forekommende hærdeplast er epoxyplast, phenolplast, melaminplast og polyurethan. I langt de fleste tilfælde er det glasfibre, der anvendes som forstærkningsmateriale i plastbaserede kompositter; men i en række avancerede produkter anvendes carbonfibre eller aramidfibre som forstærkning. Carbonfibre benævnes undertiden kulfibre eller grafitfibre. Aramid er nok bedre kendt under et af handelsnavnene, nemlig Kevlar&®. Også fibre af andre materialer anvendes i særlige tilfælde. 3.1 Vedhæftning mellem plast og glasfiberGlas er uorganiske materialer, mens plast er organiske materialer. God vedhæftning mellem plast og glasfiber er en forudsætning for, at kompositmaterialerne kan bruges i lastbærende konstruktioner, idet der skal kunne overføres kræfter mellem glasfibre og plast. For at forøge vedhæftningen bliver glasfibre, der skal bruges til forstærkning af plast, overfladebehandlet med forskellige stoffer, der sikrer god vedhæftning både til glasfibre og til plast. Til forstærkning af umættet polyester og af epoxyplast består overfladebehandlingen typisk af forskellige silaner (siliciumholdige, organiske forbindelser). Foruden det vedhæftningsforbedrende stof indeholder overfladebehandlingen stoffer, som beskytter de enkelte fibre (monofilamenterne) mod mekanisk overlast under den videre forarbejdning samt stoffer, der binder de enkelte glasfibre sammen til større bundter. Diameteren af enkeltfibrene er nemlig kun i størrelsesordenen 10 m (= 0,01 mm). Den samlede "pakke" af disse hjælpestoffer i overfladebehandlingen betegnes i branchen med det engelske ord sizing eller size. Under termisk forbehandling ved pyrolyse og ved forbrænding som i dette projekt vil hovedparten af hjælpestofferne blive nedbrudt og forsvinde ved fordampning, og man kan defor ikke forvente at opnå samme gode vedhæftning med regenererede glasfibre som med nye fibre. Muligheden for at tilføre ny size til de regenererede fibre er til stede; der er dog tale om forholdsvis komplicerede og dyre processer. 3.2 FremstillingsprocesserEmner af hærdeplastbaserede fiberkompositter fremstilles ved en lang række forskellige processer og varianter heraf. Emnestørrelse, emnegeometri og stykantal er væsentlige faktorer for valg af fremstillingsproces. Store emner fremstilles traditionelt ud fra flydende plastharpiks ved håndoplægning, sprøjteoplægning og vikling; i de senere år har flere varianter af injektionsmetoder ofte i kombination med vakuum vundet stor udbredelse. Store emner fremstilles i vore dage også ud fra såkaldt prepregs, som er halvfabrikata, hvori forstærkningsfibrene allerede er positioneret og imprægneret med plastharpiksen - sædvanligvis i relativt tynde og brede baner. Forsynet med en diffusionstæt plastfolie på begge sider er sådanne prepregs lette at opbevare på rulle eller i lag samt at håndtere under fremstilling og senere oplægning. Desuden sikrer plastfolien mod, at der ved fordampning mistes materiale, som ellers kan give anledning til arbejdsmiljøproblemer. Store møllevinger fremstilles i dag både ved vakuumassisteret injektion og ved prepreg-metoden. Små og mindre emner i store seriestørrelser fremstilles traditionelt ved presning enten ud fra flydende plastharpiks eller ud fra et prepreg-produkt. Plane prepregprodukter baseret på glasfibre og umættet polyester benævnes ofte sheet moulding compounds med forkortelsen SMC. Dej-agtige, forimprægnerede produkter benævnes DMC (for dough moulding compound) eller BMC (for bulk moulding compound). Disse forkortelser er kendte i branchen. Med de nævnte metoder kan der kun fremstilles et enkelt emne ad gange, da de bygger på støbning i et formværktøj. Pultrudering, kontinuerlig laminering og kontinuerlig vikling er kontinuerlige metoder til fremstilling af rør, plader og profiler med ensartet tværsnit. 3.3 SandwichkonstruktionerOfte anvendes hærdeplastbaserede fiberkompositter til yderskaller i sandwichkonstruktioner. Princippet i sandwichkonstruktioner er, at to forholdsvis tynde yderskaller af stærkt og stift materiale holdes sammen af en forholdsvis tyk, men let kerne med stor forskydningsstyrke. Under forudsætning af, at der er tilstrækkeligt god binding mellem skallerne og kernen, bliver forholdet mellem konstruktionens bøjestivhed og dens vægt meget stor, idet stivheden principielt stiger med tredje potens af tykkelsen. Man får således samme stive virkning, som kendes fra I-bjælker fx af stål. Sandwichprincippet er illustreret på figur 3. Sandwichelementer indgår i mange af de almindeligt forekommende kompositprodukter. Det gælder fx i mange vindmøllevinger og i lystbåde. I figur 3 er den typiske opbygning og virkemåde af et sandwichelement vist.
Figur 3 Sandwichprincippet (Efter DIAB) 3.4 Udtjente produkter af kompositmaterialerAnvendelsen af plastbaserede fiberkompositter både med og uden sandwichelementer er i stærk stigning i disse år. Disse produkter vil efter endt levetid skulle bortskaffes og kan på sigt udgøre et affaldsproblem, hvis ikke der udvikles og sikres hensigtsmæssige bortskaffelses metoder. Når produkter af hærdeplast skal genanvendes, må man, i modsætning til termoplast som ganske enkelt kan smeltes, ty til andre principper i form af forbrænding eller mekanisk neddeling for at omdanne sådanne emner til fraktioner, der kan genanvendes.
|